’s Morgens loop ik naar de auto en blijkt de auto behoorlijk wat koelvloeistof te hebben gelekt. Bijgevuld, maar het loopt er even snel weer uit.
De oorzaak was een gescheurde rubberen pakking van het aansluitblok van de koelvloeistof aan de cilinderkop. Zie de foto’s.
Zoals je op de foto’s kan zien is het een naar binnen gezogen pakking die daarmee ook een stuk van de binnenwand heeft meegenomen.. -)
Het is een GM motor (bifuel) zoals in de periode rond 2010 ook gemonteerd was op de Ford mondeo bifuel, en op de Mazda3, enzovoorts maar er was geen vervangend onderdeel dat ik snel kon ophalen.
Besteld bij Autodoc, en na 2 weken ontvangen! (14-10-2020)
Het monteren is zo gebeurd, alle slangen aan de binnenkant even heel licht met niet-klevende montagepasta ingesmeerd, afgevuld en alles weer OK!
Dit moet er allemaal uit om bij het defecte onderdeel te komen…Links zie je de EGR klep, aluminium tussen de slangen
Gelijk de EGR klep helemaal gereinigd en goed gangbaar gemaakt.
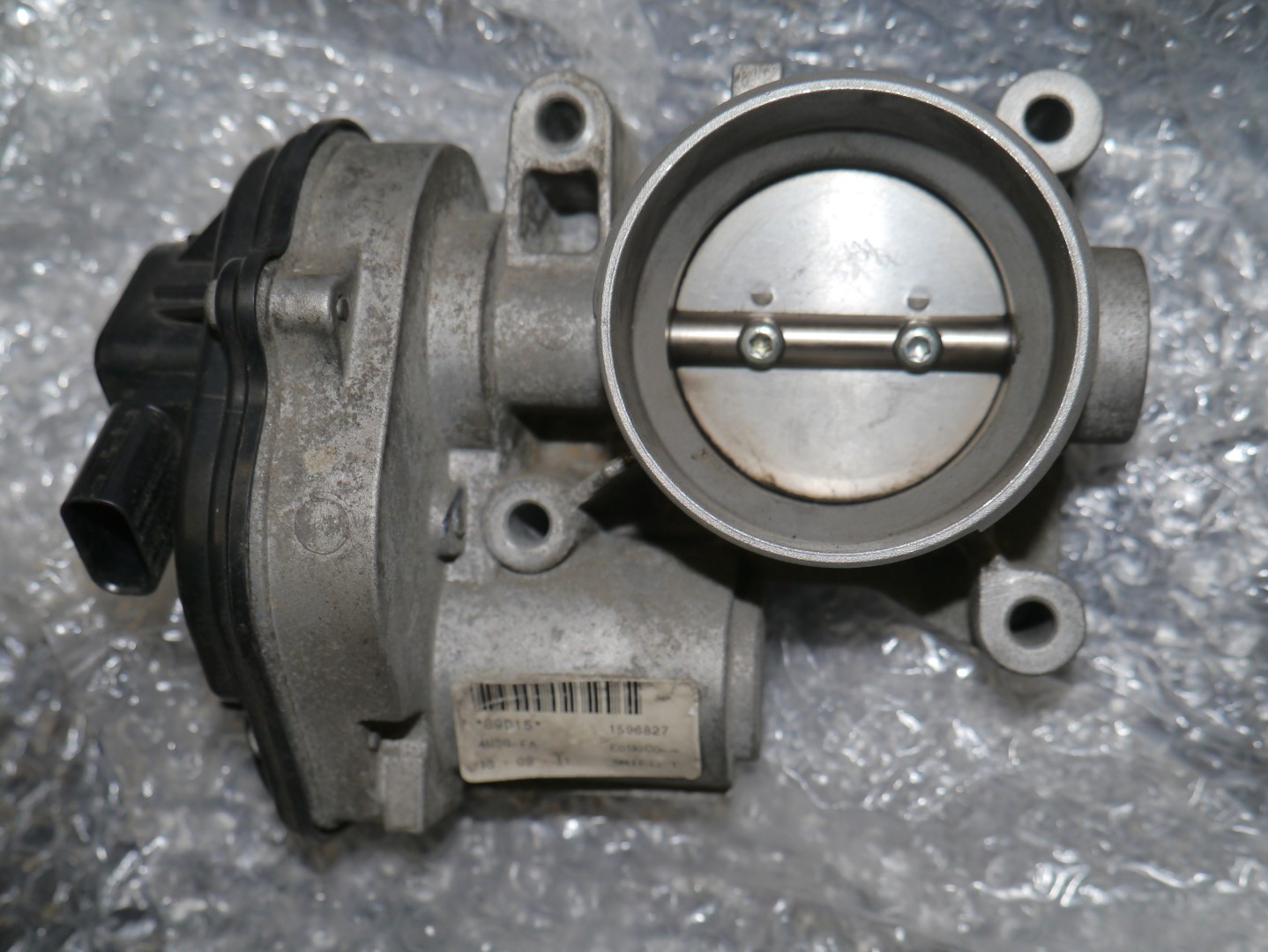
Bij de aanschaf van de auto ben ik op zoek gegaan naar de onderdelen die je naar mijn mening bij een auto boven 300.000 km op de teller uit voorzorg moet vervangen. Daaronder was ook een nieuw gasklephuis dat ik in Engeland op de kop heb getikt. Hagelnieuw via eBay.uk voor voldoende laag bedrag.
Toen de wagen toch aan de beurt was voor een reparatie vanwege een koelvloeistof lekkage was er lekker wat ruimte rondom het gasklephuis gemaakt. Van de gelegenheid gebruikmakend heb ik het oude gasklephuis verwijderd en de nieuwe geplaatst. Inclusief pasvlak reinigen een klusje van nog geen 20 minuten.
Foto’s oude gasklephuis:
Nieuw:
De auto start prima, stottert niet meer rond 2000-2500 RPM en inleren lijkt helemaal overbodig… De auto gaat eind oktober naar Volvo voor een jaarbeurt en software updates dus dan komt het inleren er ook gelijk bij!
Bij aanschaf was mijn V70III (LPG,Ethanol en Benzine) uit 2010 een beetje de kluts kwijt. Stotteren met optrekken en stationair bij ca. 2000 RPM op de snelweg ook een beetje stotteren. Op basis van een diagnose bij een Duitse dealer ben ik aan het vervangen gegaan van resp:
Lambda sensoren, alle rubberen vacuümslangen, vacuumsensoren, alle druksensoren, reinigen LPG en benzine injectoren, warmtesensoren, alle filters van LPG, benzine, lucht en uit voorzorg alle andere filters vervangen.
Het gasklephuis en de LPG verdamper had ik nog op voorraad liggen om een keer wanneer nodig te vervangen.
Al met al is de auto na de vervangingen van de slijtage onderdelen steeds prettiger gaan rijden, maar nooit helemaal O.K.. Snelweg is prima, in de stad ook maar op 80 km/hr binnenwegen ervaar ik nog steeds wat gepruttel rond 2000 RPM. (status eind september-2020).
De wagen gaat eind oktober (2020) naar de Volvo specialist voor diagnose en ze gaan uit voorzorg de klepspeling meten en indien nodig stellen….
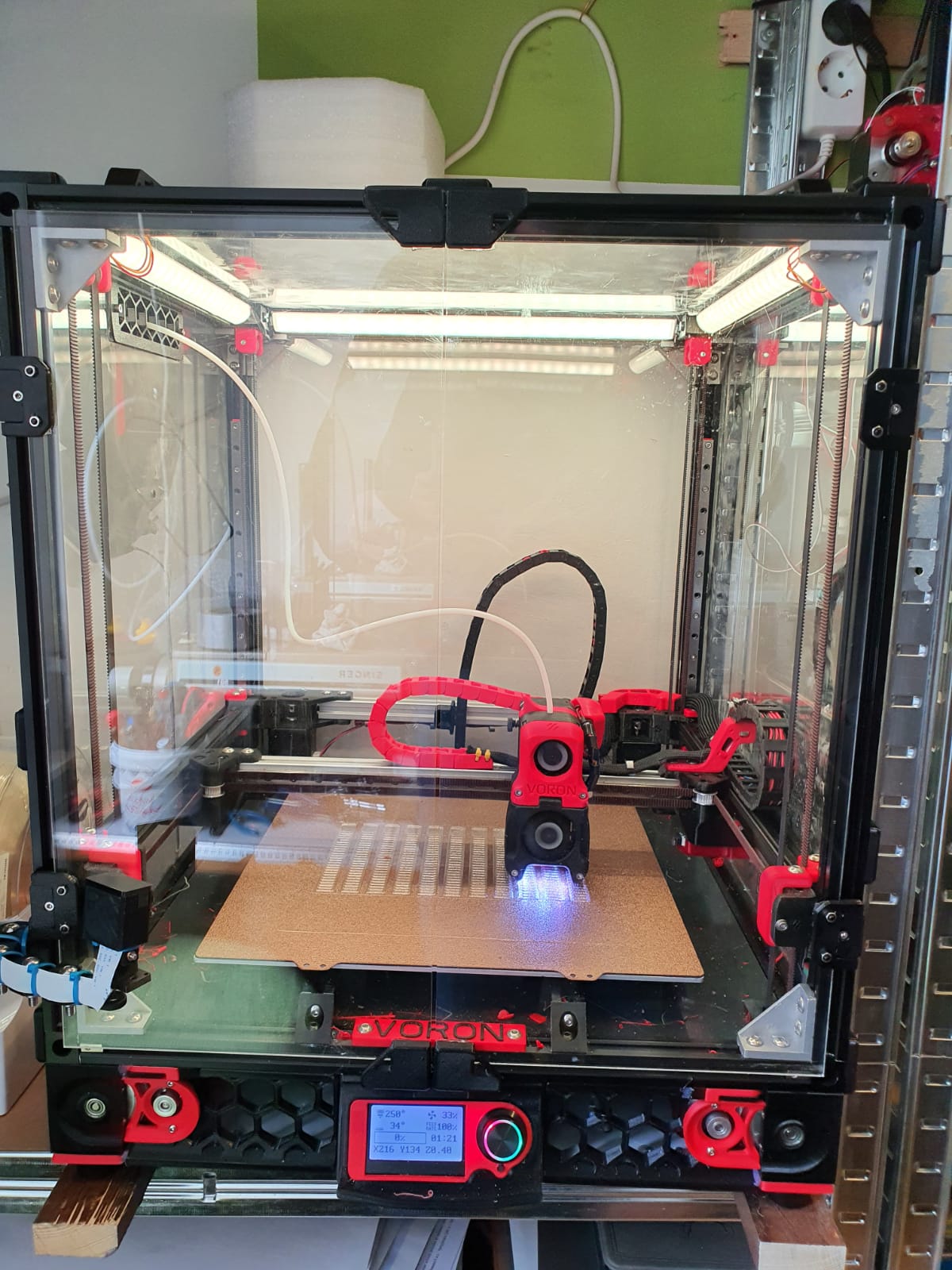
Na mijn succesvolle bouwproject van een Voron 2.4 3d printer in de herfst van 2020, wilde ik nog steeds een echt grote 3d printer met een printoppervlak van meer dan 20x20x20 inch.
Mijn 30x30x30cm bouwvolume Voron 2.4 printer
Tijdens het bouwen en het gebruiken van de Voron 2.4 printer, vond ik de documentatie over de hardware echt uitstekend. Maar, het elektronica gedeelte was verspreid over verschillende plaatsen, en hoewel de Klipper implementatie erg goed is heb ik ervaren dat de combinatie van 2 SKR 1.4 turbo moederborden met een Octopi controller mij niet genoeg operationele stabiliteit geeft. En- ik heb de behoefte om meer instellingen te controleren dan ik kan doen met de Klipper oplossing. Ik denk dat ik waarschijnlijk gewoon meer voor de Duet en de reprap oplossing kies dan voor de Klipper oplossing, vanwege eerdere positieve Duet – en MKS reprap ervaringen.
In 5 eerdere builds heb ik een reprap motherboard gebruikt, en ik heb ook de add-ons voor Duet2 ervaren zoals driver boards, PT100 boards en meer hardware en extension boards welke ook goed werken in de nieuwe RRF3+ firmware.
Redenen genoeg voor mij om te kiezen voor de Duet2 en het 5-poorts uitbreidingsboard, of eventueel een extra Duex board voor mijn nieuw te bouwen Voron 2.4 ‘grote 3d printer’.
Op deze pagina zal ik mijn vorderingen met betrekking tot deze bouw delen.
DIE VORDERINGEN ZIJN ER VOORLOPIG NIET. Ik ben voorlopig nog even bezig met alle spullen die ik nog heb liggen bezig met een grote Indymill- achtige CNC machine, ook leuk!
Ik heb alle benodigde hardware liggen en aangezien ik al een Voron 2.4 heb gebouwd, zal ik me eerst richten op de elektronica. Voor de hardware, heb ik nog steeds de plexiglas zijkanten, bovenkant en voordeuren nodig. Ik heb wel alle extrusie, bed, bedverwarming 230V, lineaire rails, alle geprinte onderdelen enzovoorts, netjes thuis opgeborgen.
Ik ben dus de elektronica aan het instellen om vooraf te weten dat alles goed werkt. Ik wil niet beginnen met het bouwen van de hardware en er achteraf achter komen dat mijn Duet2wifi niet doet wat ik wil dat hij doet.
Gisteren (4 oktober 2020) heb ik de elektronica en config.g in elkaar gezet. Ik heb gebruikt:
Duet2wifi bord met 24V PSU en 4,3 inch TFT/LCD
5-poorts uitbreidingsbord met 4 plug-in 2209 drivers V3.0
Z-schakelaar mechanisch
X- en Y-eindschakelaars (hall-effect)
Hotend 24V met NTC aangesloten inclusief ventilator (ik mis de PT100 interfacekaart, heb er een besteld maar dit heb ik al eerder gedaan dus moet geen probleem zijn)
Hotbed gesimuleerd met een ander hotend inclusief NTC
Stappenmotoren aangesloten op X(0),Y(1) en 1 x stappenmotor op het uitbreidingsbord Z(5) (Driver5)
Het Duet2wifi bord is een Chinese MKS kloon met elektronica versie 1.02 die prima werkt. Het uitbreidingsbord is ook een Chinese, maar dit is een kale uitvoering van het 5-poorts driver add-on bord dat zonder drivers wordt geleverd. Het mooie van dit add-on bord is dat drivers direct kunnen worden ingeplugd.
De Duet2 werd geleverd met firmware 2.1 geïnstalleerd. Om naar FFR3.1 te gaan, moet je eerst 3.0 installeren en daarna kun je naar 3.1 gaan… let op!
Na het updaten van het paneldue en het Duet2wifi board, heb ik de wifi geactiveerd en de ssid en PW erin gezet. (Deze procedure gaat via USB tussen PC en Duet, met behulp van een terminal emulator zoals YAT) Dit is een beetje vermoeiend, maar gezien de veiligheid die je ervan krijgt, vind ik het OK.
De instellingen die nodig zijn om het Chinese expension board te laten werken zijn niet al te moeilijk. Voeg de Z-drives toe, en verander wat andere instellingen. Bovenaan deze pagina kan je de laatste doc downloaden met alle info die ik heb, en een directe download naar de aangepaste config en macro’s is beschikbaar in de documentatie.
Ik ga waarschijnlijk toch niet de grote Voron 3d printer bouwen, en als ik dat niet doe, dan ga ik mijn bestaande Voron 2.4 300×300 ombouwen van Klipper, octopi en 2x SKR1.4 naar Duet2wifi+Duex. Dat zal interessant en haalbaar zijn.
Aangezien ik momenteel 10 verschillende 3d printers draai, wordt mijn ruimte in huis krap. Ik wil niet uitbreiden naar nog een kamer. Eén moet genoeg zijn. Door meer printers te hebben, kan ik het beste een bepaald type filament per printer gebruiken.
De Voron wordt vanwege zijn perfecte prints met ABS eigenlijk alleen gebruikt voor/met ABS of nylon.
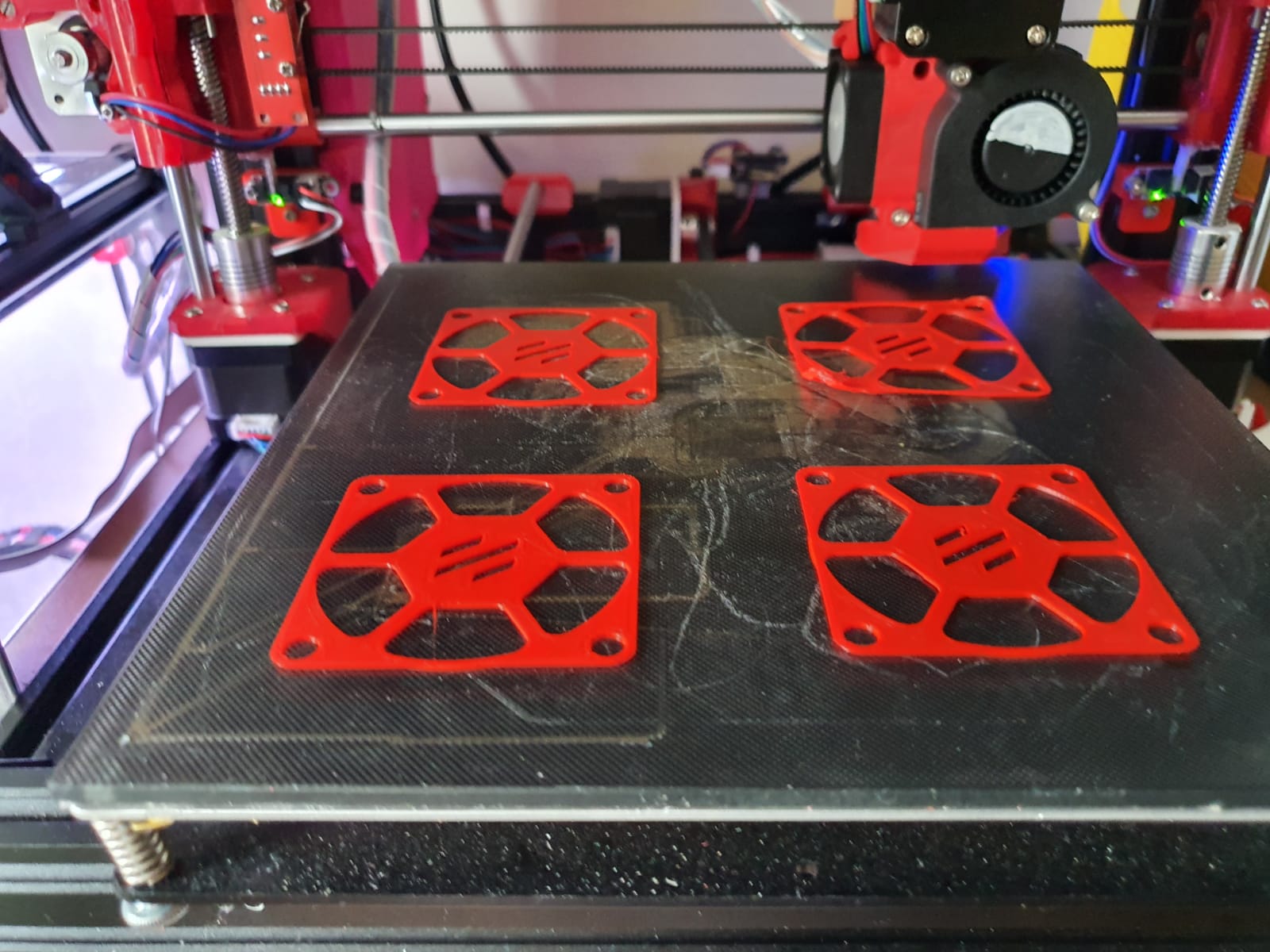
De I3Bear dual carriage werkt het beste met dual PLA of PLA&PVA.
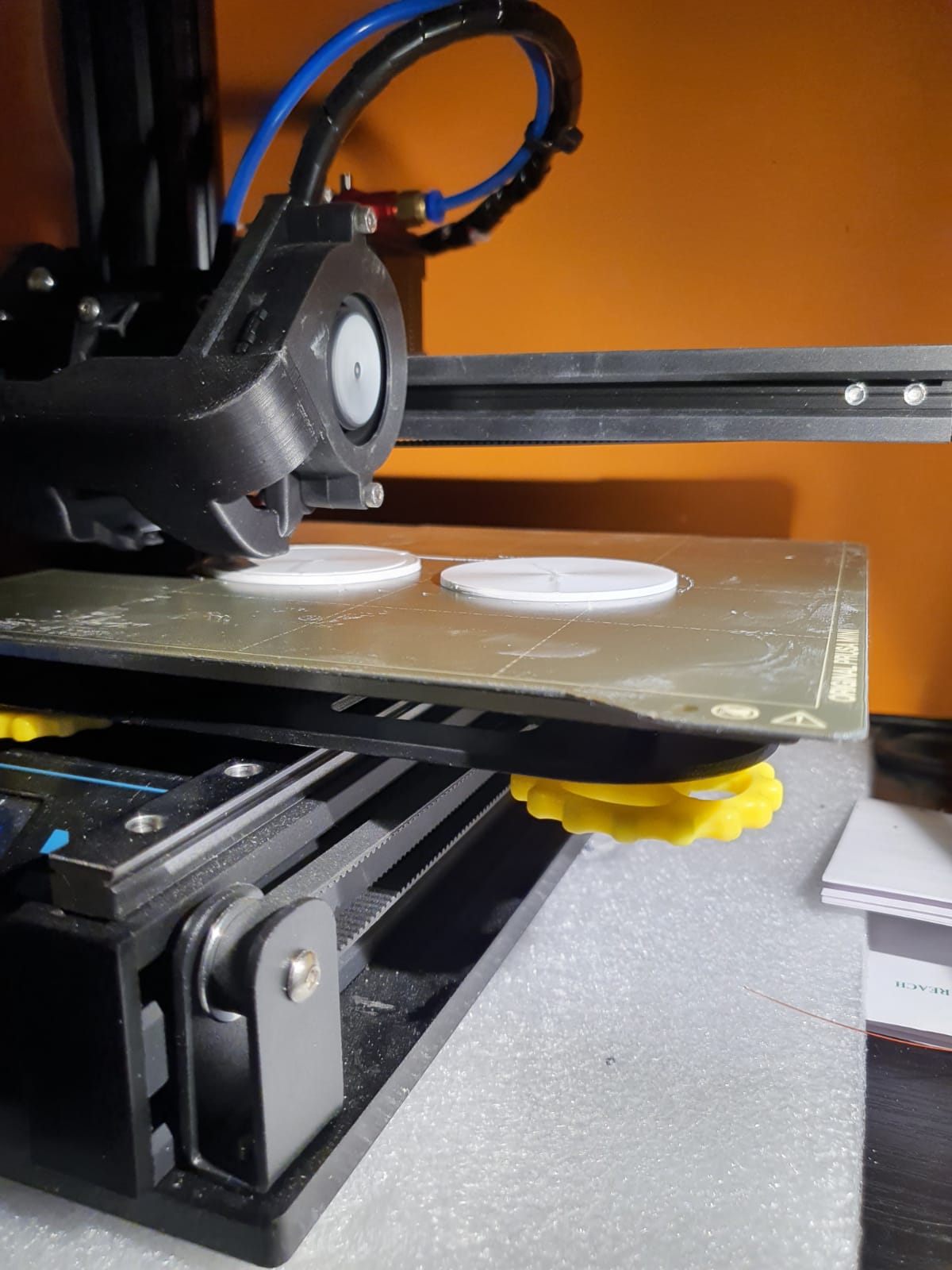
De Prusa mini werkt perfect met PETG
De I3Bear solo gaat perfect met PETG of PLA.
De A30M & zijn mengextruder gaat perfect met PLA en/of PETG
July 2019: I noticed a small amount of coolant under the car from time to time, after parking.
So looking for the cause, and as a precaution, I immediately replaced the water pump housing, thermostat, lower hoses and water pump.
Also replaced all gaskets, cleaned the surfaces, checked all hoses optically and so on.
After fitting, first tested the cooling system with a pressure kit and left it pressurized overnight. No leakage. The action seems to have been successful.
Update 3-2021: After this action, it appears that there is still a little coolant under the car when I have driven a bit after which the car has been parked overnight. While driving, the car does not seem to lose anything.
It seems that as the car cools down, it builds up so much pressure in the cooling system that there is leakage that does not occur while driving. Possibly the expansion and contraction of the engine parts has something to do with this and the contraction after driving could possible cause the extra pressure. Apparently the radiator cap is not the solution to this problem. This cap should open at a certain pressure and allow some of the compressed air at the top of the radiator to escape. That this principle does work is clear because the catcher at the bottom of the overpressure hose which is mounted at the radiator cap does catch coolant when I have incidentally overfilled the radiator slightly.
In the meantime, I have ordered an overpressure vessel to mount in the cooling circuit to better compensate for the pressure, and a mechanical pressure regulator and valve to adjust this cooling system to a pleasant maximum pressure. I hope this will stop the cooling system from leaking.
[Best_Wordpress_Gallery id=”57″ gal_title=”ID20 waterpump and -house repair”]
Boven: Onze Dual Bear I3 dual color 3d printer met onafhankelijke carriages, op afstand gemanaged met DUET’s webinterface.
De Octopi oplossing werkt met een Raspberry PI, en daarop de Octopi firmware. Het apparaat stel je in op je wifi en je sluit het aan op je 3d printer’s USB. Vervolgens heb je een webinterface op het IP adres van de Raspberry waarmee je alle zaken van je aangesloten printer kan managen. Alle instellingen zoals temperatuur, mesh, en eigenlijk alles wat je ook via een lokaal LCD kan managen. En- je kan je jobs naar de raspberry uploaden en starten/managen en bijstellen qua temperatuur en dergelijke. Wat ik erg fijn vind is dat je een raspberry camera kan aansluiten en zo je jobs kan volgen.
De Duet vind ik qua gebruik en mogelijkheden prettiger. omdat je naast alles dat de octopi kan, ook de systeemfiles online kan aanpassen. En printerupdates kan doen, direct in de firmware. Bovendien heb je geen aparte doos nodig omdat de Duet2wifi alles al aan boord heeft.
Nadeel is dat je aan de Duet geen camera kan hangen. Er is wel een mogelijkheid em een IP camera te integreren in de DWC, Duet’s web based remote app. En zo’n wifi IP-camera is zelf makkelijk te maken met een goedkope esp unit.
Boven: De Voron 2.4, printmaat 300x300x220 mm. De Voron werkt met een ingebouwde Raspberry PI, en een op Klipper gebaseerde firmware die OCTOPI als basis gebruikt voor de romote management mogelijkheden.
Prusa Bear I3plus with mods dual Z axis control with DUET2wifi
Kingroon Kp3S heavily modded with new firmware and tool fan, connected to an OCTOPI
Twotrees Sapphire PRO with new firmware, also connected to wifi via an OCTOPI
Voron 2.4 for Nylon and ABS printing, with external exhaust and 300+ degC printhead, bed up to 150 degC, with Klipper/ Octopi based Raspberry PI, and 2 pieces of SKR1.4turbo.
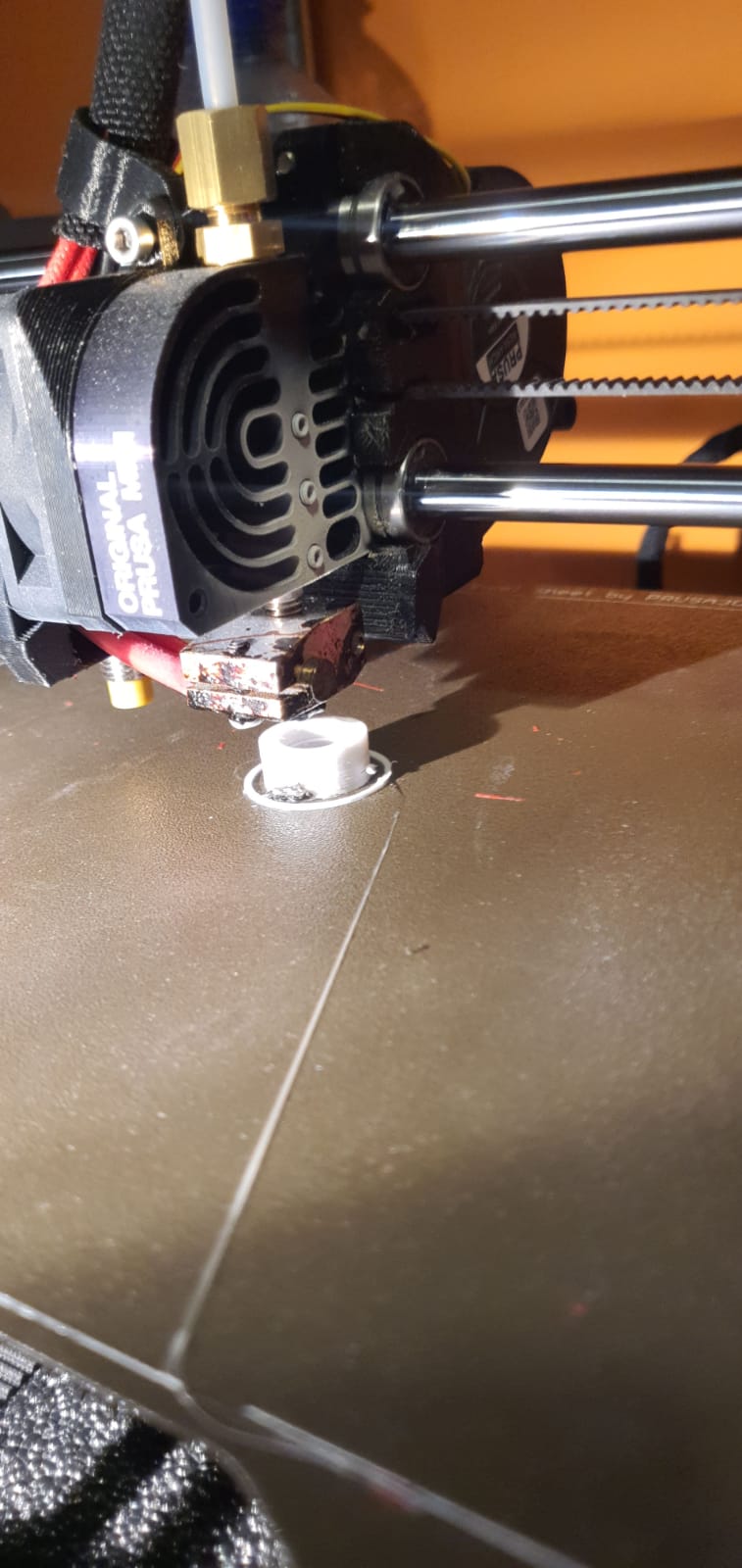
Prusa i3 mini original, the production monster for PETG. This machine is also connected with an OCTOPI, this works very well!
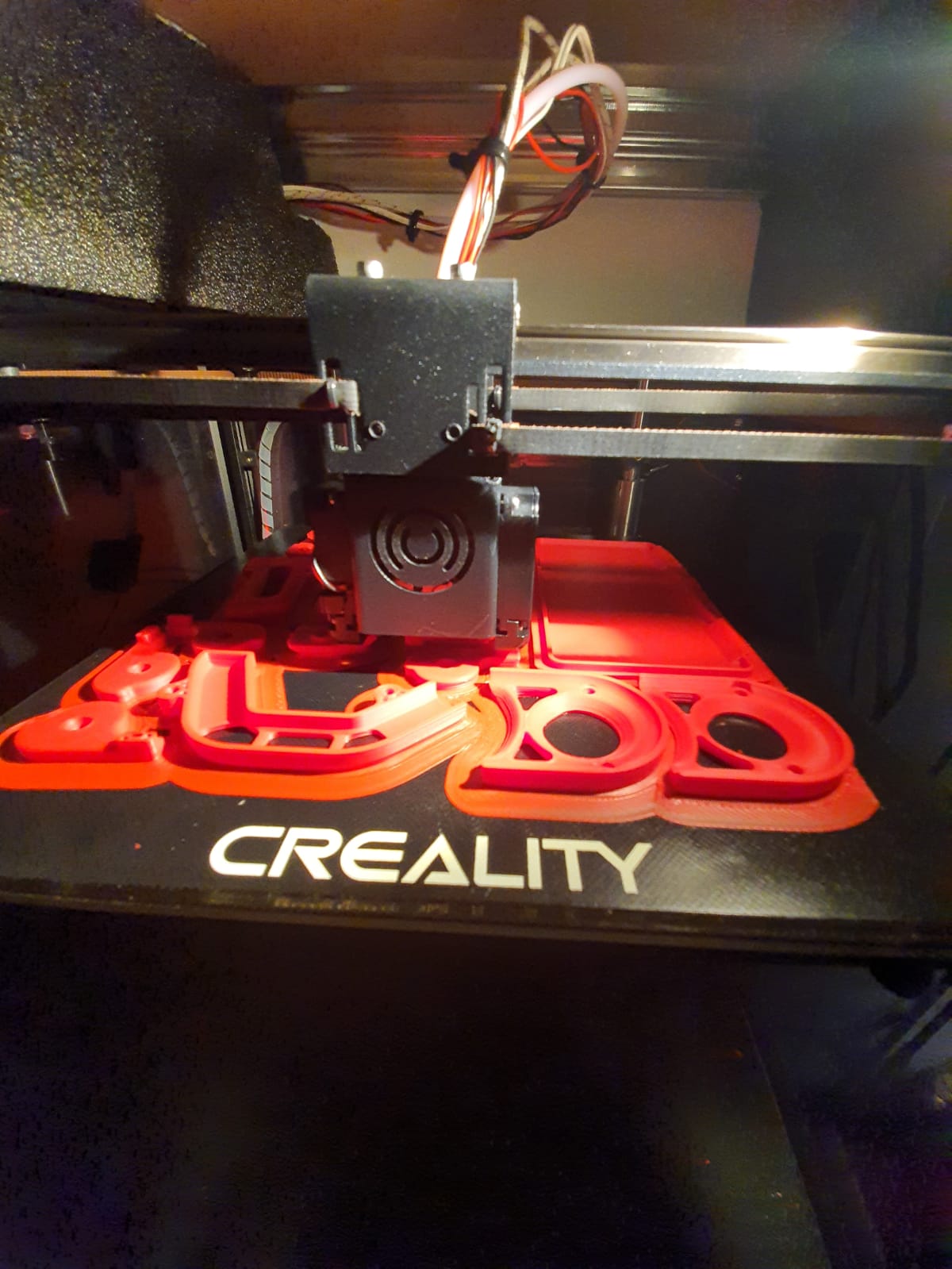
En de VoreXY Twotrees Sapphire pro, onze perfecte printer voor snelle productie, aangesloten via OCTOPI
En de multicolour geheel aangepaste Geeetech A30M dual head printer met het nieuw geinstalleerde Duet2Wifi motherboard, dual Chimera heatblock en direct drive extruders
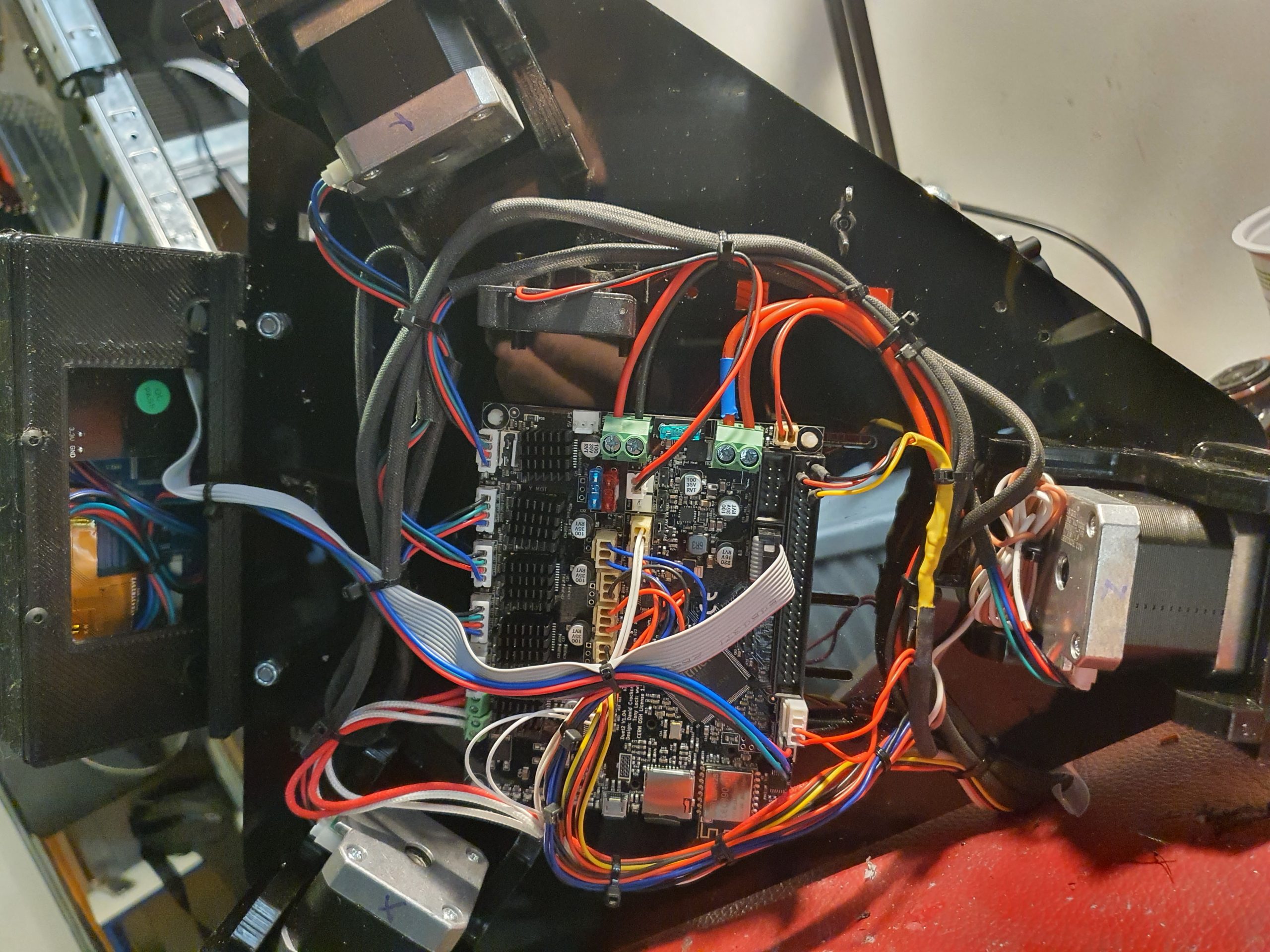
April 2021: My first 3d printer I bought back in 2014 finally got the Duet2wifi motherboard installed with 2 new extruders, piëzo Z-probe, new hotend, cabling, power supply, 24 Volt hotbed and 24 Volt fans.
The original motherboard is based on an Arduino Mega and had trouble keeping up with the latest firmware versions.
Besides that, I really want all my printers to have a sturdy wifi accessibility to manage them remotely.
The Duet has proved to be both reliable as easily configurable.
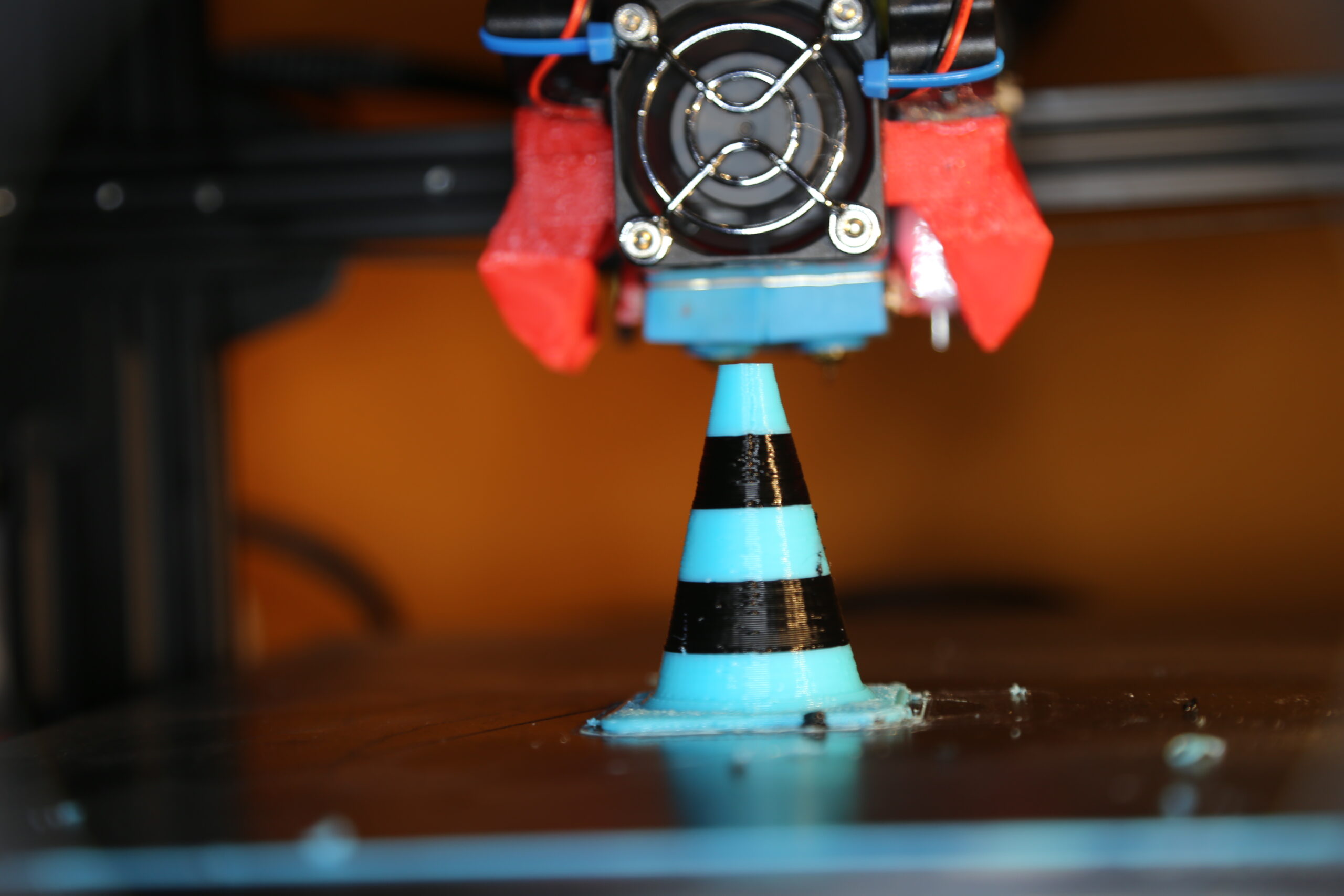
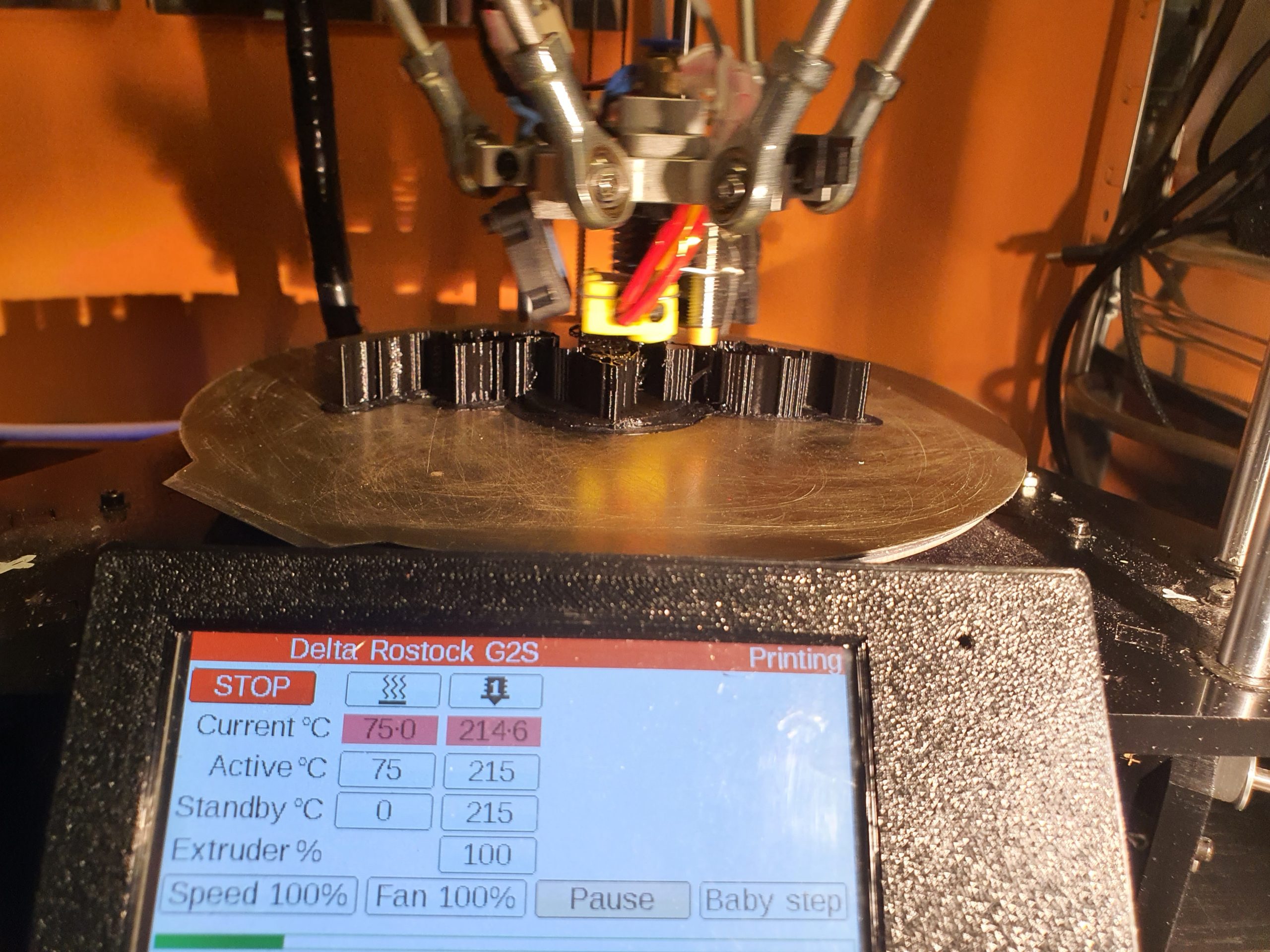
Paneldue 4.3 inch for Delta 2GSpro
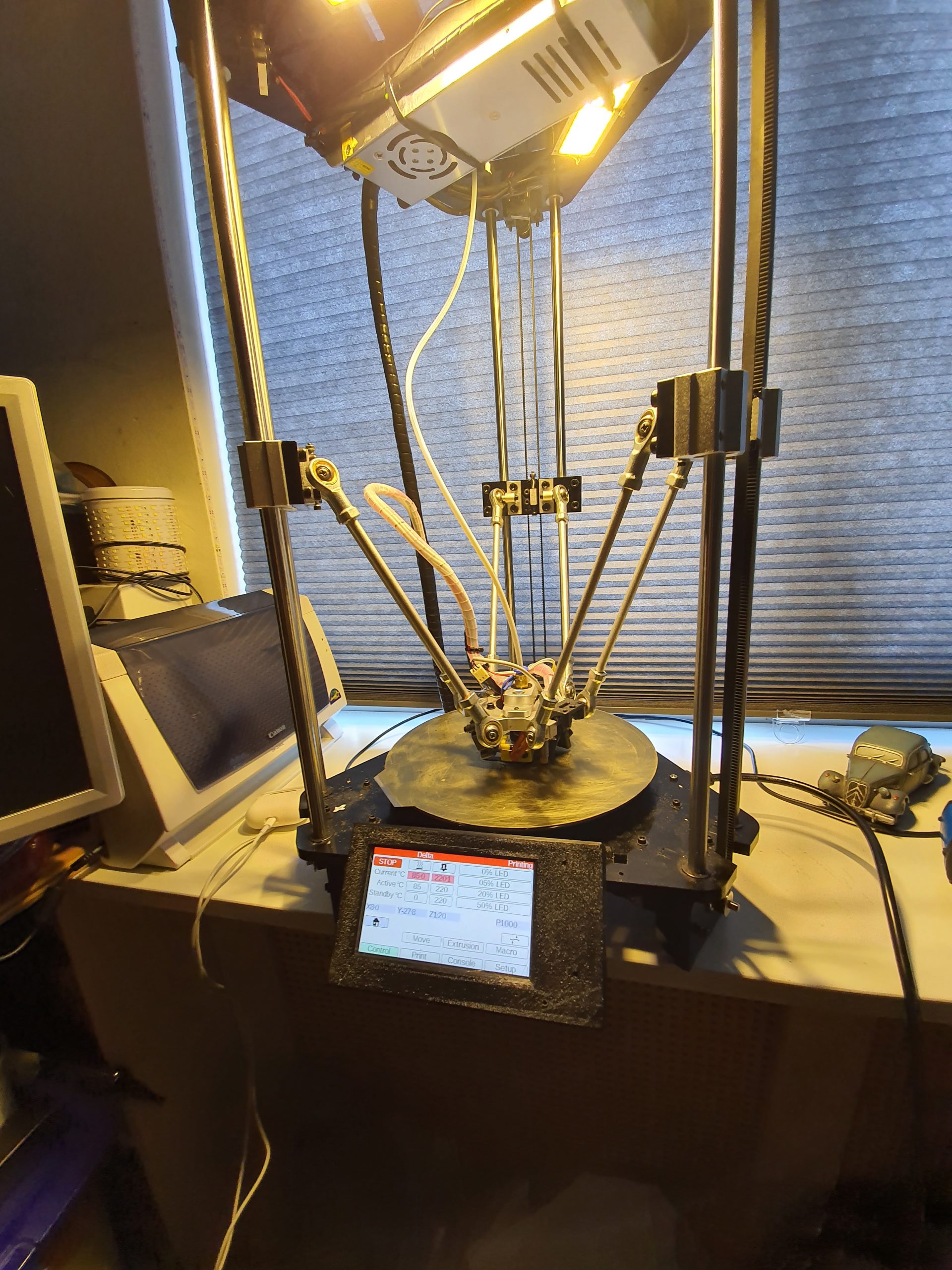
The electronics has been rebuilt to 24 Volt and two Bondtech extruders have been installed, 1 left- and 1 right handed version. But- for the time being only 1 hotend got installed. I will install a properly working mixing hotend later. Or maybe a dual switching hotend, just to try it out.
Underneath the G2S pro delta with Duet2wifi board
One of the advantages of the Duet is the reprap firmware. With a delta, reprap 3.2.2 has a G32 command which automatically configures all the difficult settings for the Delta printer like rod lenghts, endstop settings et cetera. Provided that you have a bed.g file with enough 6 or 7-factor probe points.
I used the heater pins of the 2nd extruder as PWM power supply for my LED toplights. If I ever install a dual hotend with 2 nozzles, I will add a Mosfet board that converts 3.3 Volt to 24 Volt and then I will use a spare bed heater pin (most likely GPIO heater pin 4 or five) for the LED top light. This works very well on all my other Duet boards where I connected LED lights to the printer . The LED’s are controlled via the PanelDue touchscreen (macros) and via the start/stop files.
All you need to measure yourself to get the Delta configured is the Z-probe offset versus the nozzle position and the rest will be done through the G32 command. The sequence is: Perform G28, G32, M500, G29 and you’re done. You will have to get the bed.g file for the G32 command to work as such from the escher3d website. I used the 7-factor version.
PS: You don’t need to calibrate G29 at every print. Please look at my homing file for the delta where-, after homing X-Y-X=Z to the top I only have a Z-probe G30 at the bed’s surface. I will attach my final config.g code and all needed additional code for the delta with reprap 3.2.2 so you can benefit from my config.g for the Duet2wifi learnings HERE. Cheers, Jan
The full Delta2GSpro printer with topLED’s
PM: Things that are really needed: The Z-probe MUST be as close to the nozzle as possible. I had a BL Touch earlier which was positioned to the side of the center carriage and this never worked as supposed to. It was positioned at 45 mm to the right and 25 mm to the front of the nozzle and this was clearly too far away to get a decent probing for G32. With the BL Touch I never got good Delta basic settings. The Piezo nozzle is a slim 6mm diameter version and has been strapped to the cold end of the E6D with a set of 1mm wires and works perfect.