Mijn wens is om naast de bestaande printers een 3Dprinter te maken met een extra groot werkoppervlak. Daarmee wil ik onder andere een paar gootstukken en onderdelen voor de blower van de airco in een oude auto printen.
Ondertussen heb ik heel wat verschillende 3d-printers (na-) gebouwd, hier en daar met delen van andere printers of met aanpassingen naar eigen inzicht en ervaring.
De beschrijvingen daarvan zijn in het Engels gemaakt en kun je HIER op mijn website vinden.
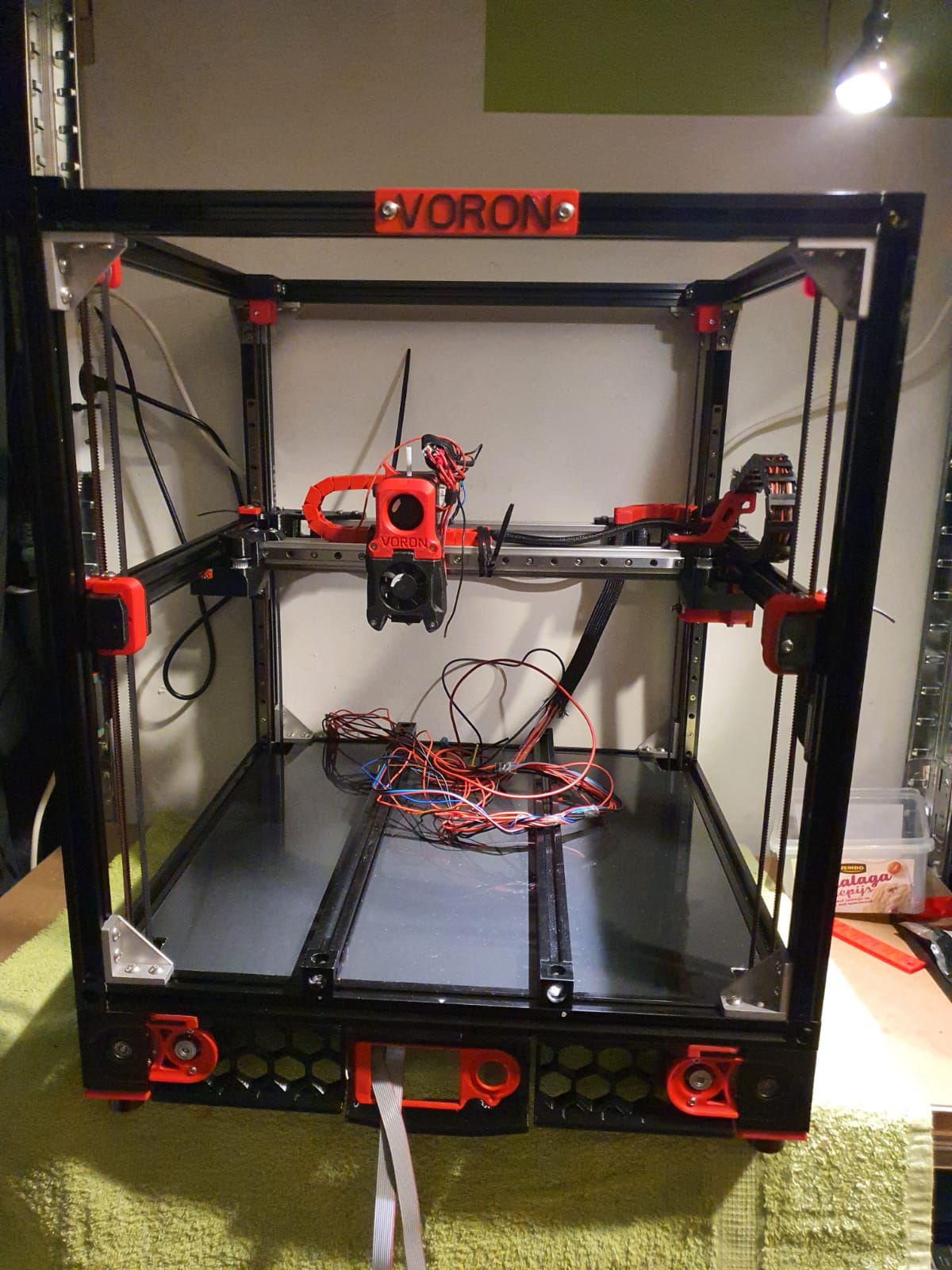
Mijn ervaringen met CoreXY printers zijn uitstekend vanwege de grote nauwkeurigheid en hoge printsnelheid, zodat ik dit type heb gekozen voor mijn gewenste printformaat van 500x500x500 mm.
Het wordt een stille printer met 3 extruders voor 3 soorten/kleuren filament (gelijktijdig of apart) en 1 nozzle.
Alle benodigde materialen zijn op voorraad, en het belangrijkste is de keuze voor de definitieve opzet van de printer.
Omdat ik een zo klein mogelijke printer wil hebben ondanks de grote printmaat zijn de keuzes qua bouw behoorlijk beperkt. De volgende uitgangspunten zijn leidend bij de bouw:
- Te gebruiken extrusie-materiaal is aluminium type 2040 van max 60cm lang, deze heb ik voldoende op voorraad;
- Kast moet eenvoudig gesloten kunnen worden gemaakt, dus niet teveel delen die buiten de extrusie steken;
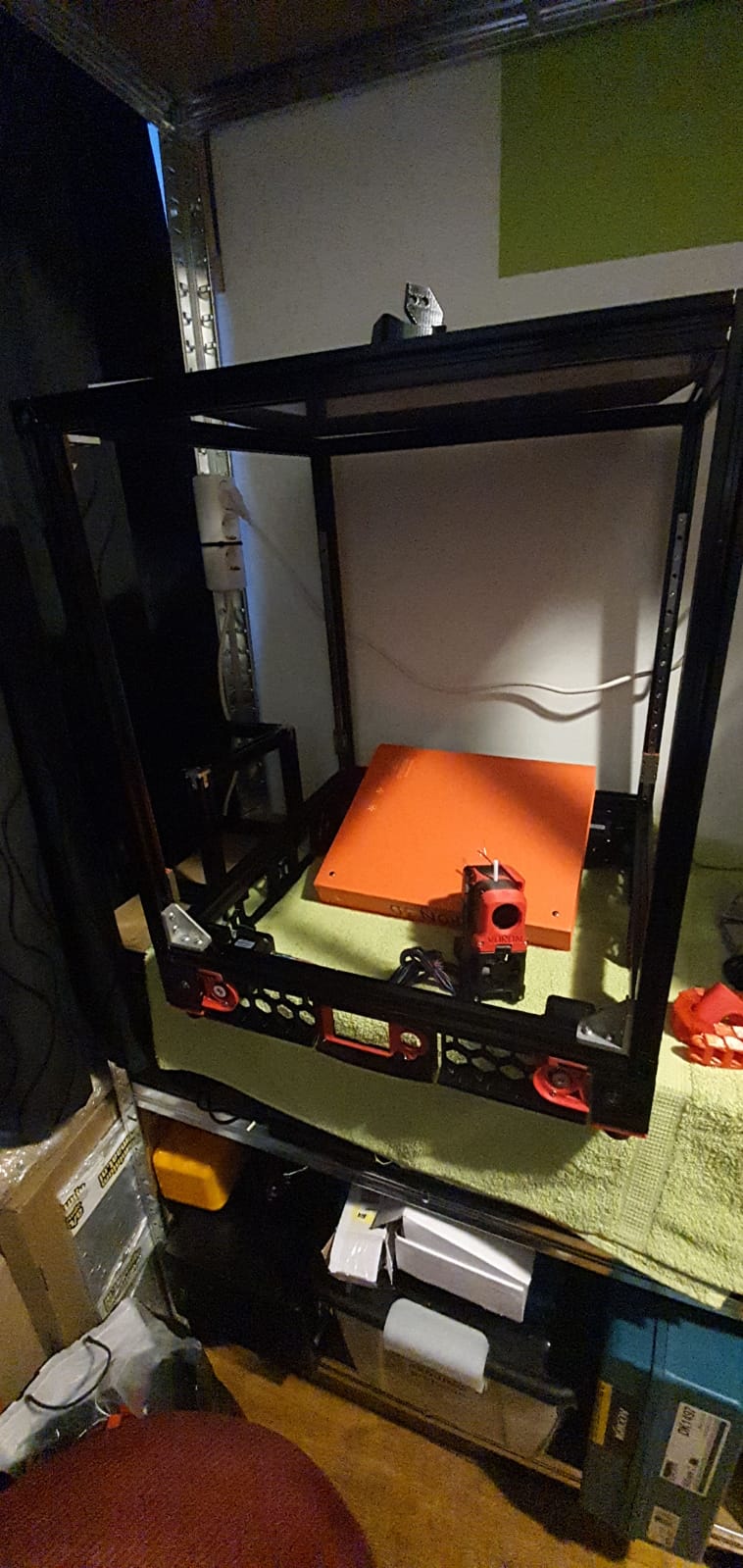
- De X-Y Gantry is vast gemonteerd bovenin de printer en beweegt niet op de Z-as;
- Voor de Y-as worden 2 lineaire rails MGN9H van 60cm lang gebruikt;
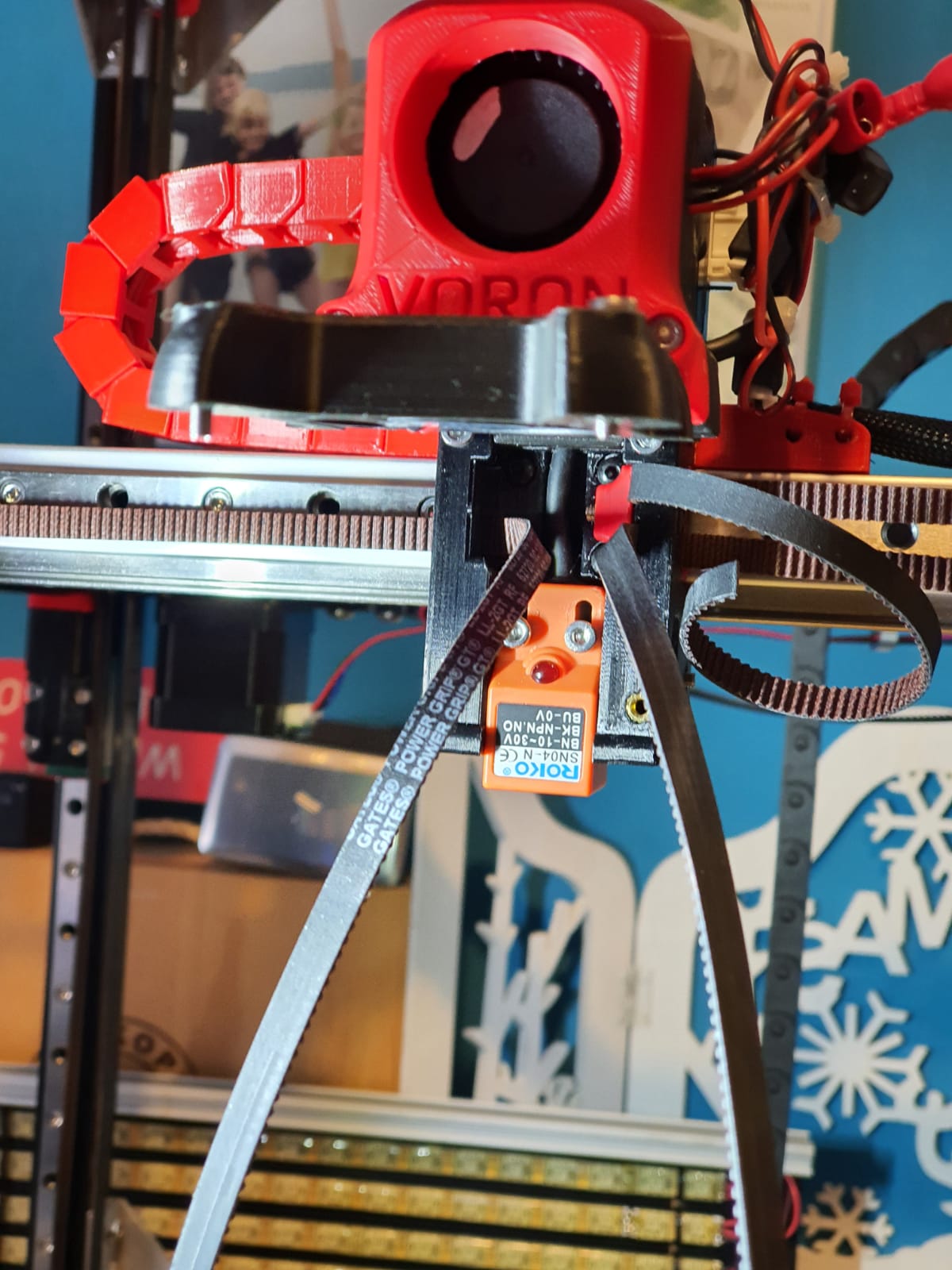
- Voor de X-as wordt 1 lineaire rail MGN12H van 60 cm lang gebruikt;
- Het bed is bewegend op de Z-as en gelagerd met LUU 8 mm bussen op 4 stuks ‘rods’van 8mm;
- De X- en Y motoren zijn buiten de framehoeken geplaatst voor maximale X- en Y uitslag (breedte en lengte van de beweging van het hotend);
- Er is 1 Z-motor die via één closed loop belt beide schroefassen aandrijft voor de Z-beweging van het bed;
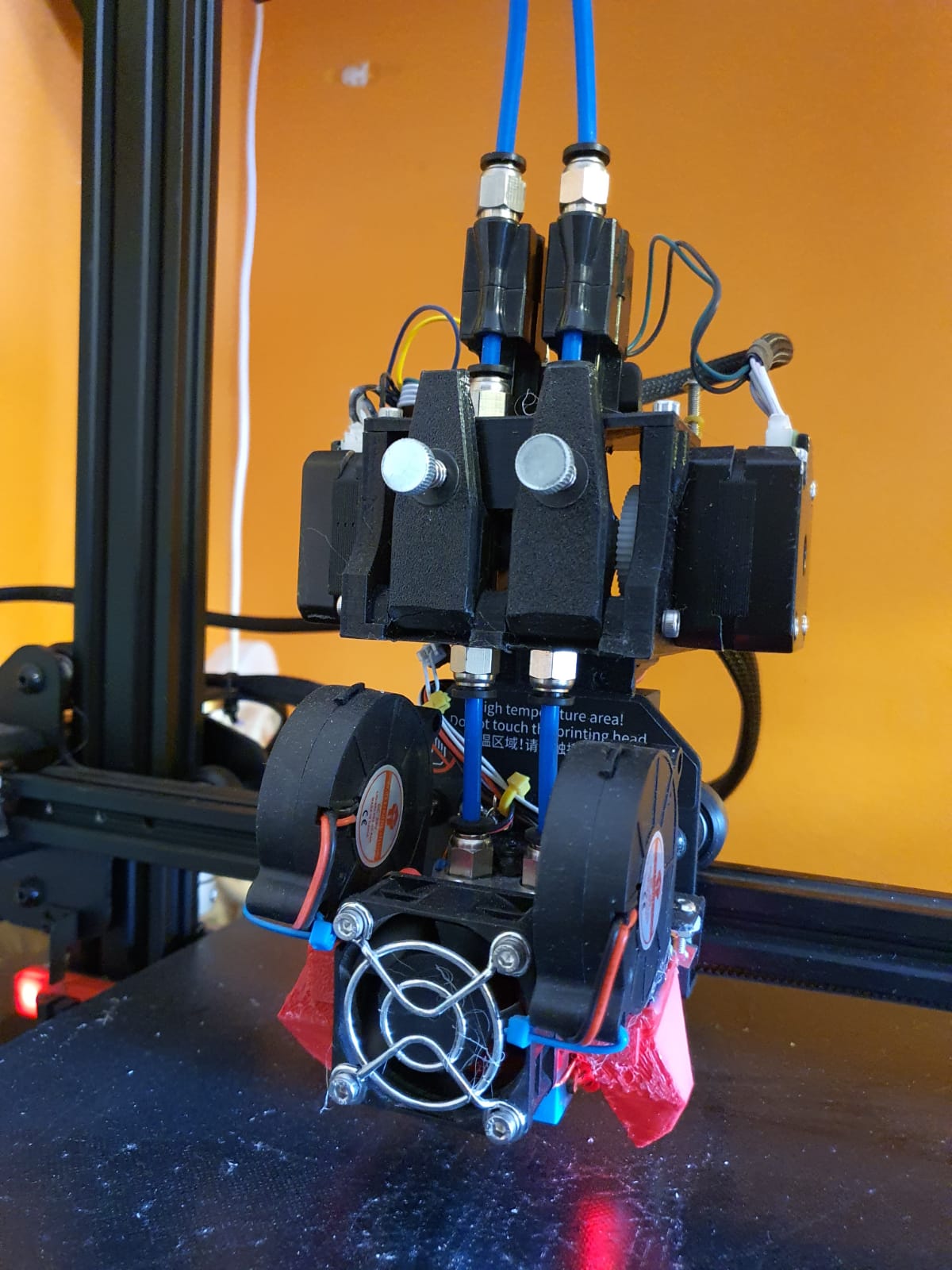
- Er komt een triple hotend in, luchtgekoeld met 3 bowden extruders en 1 gezamenlijke nozzle;
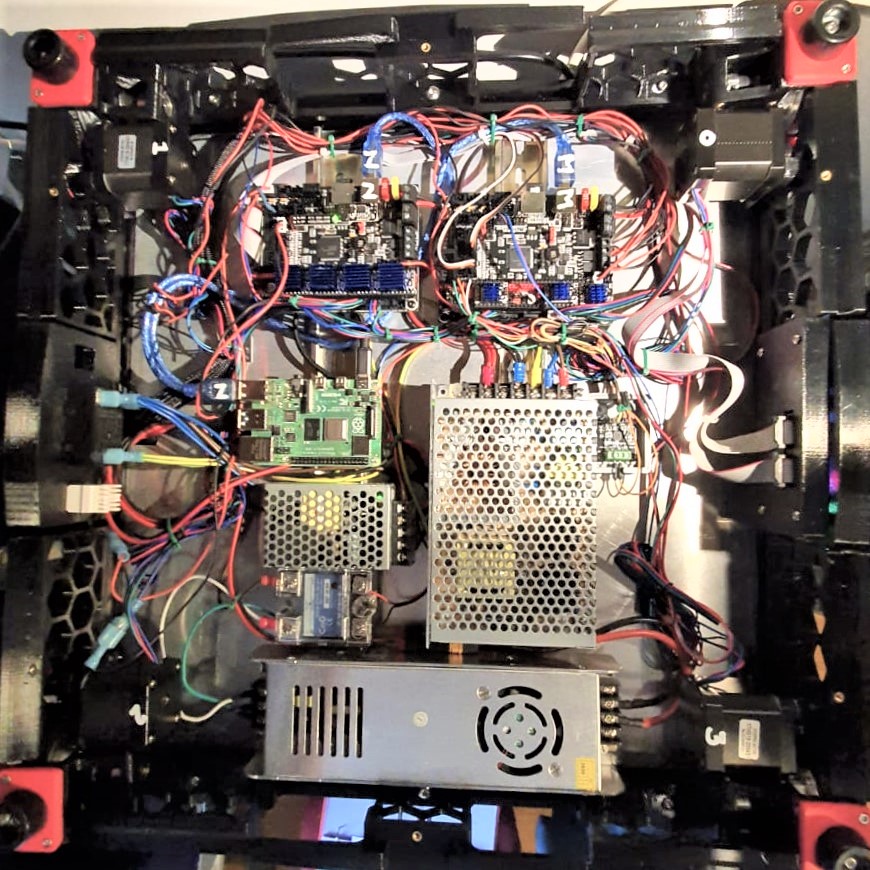
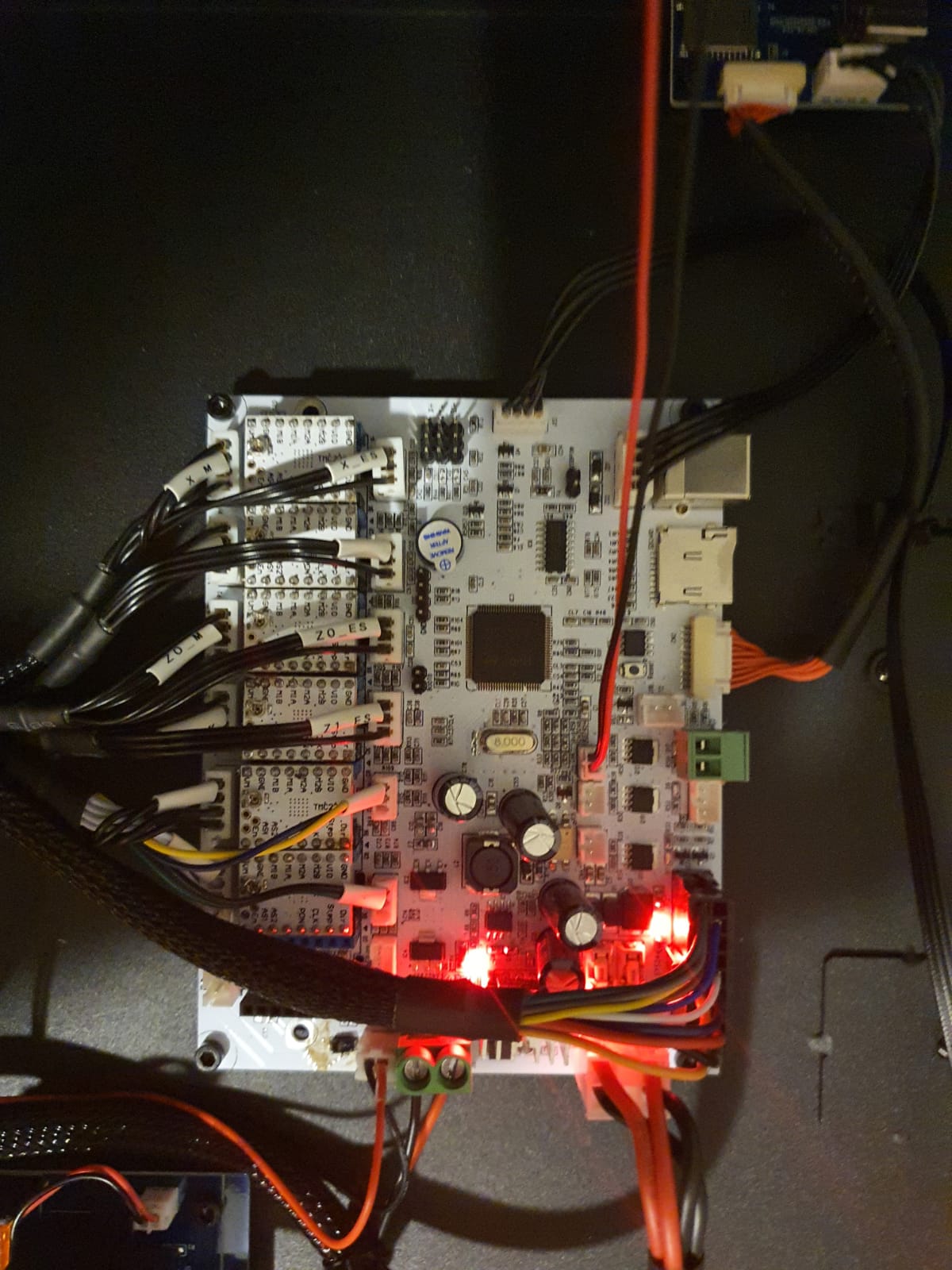
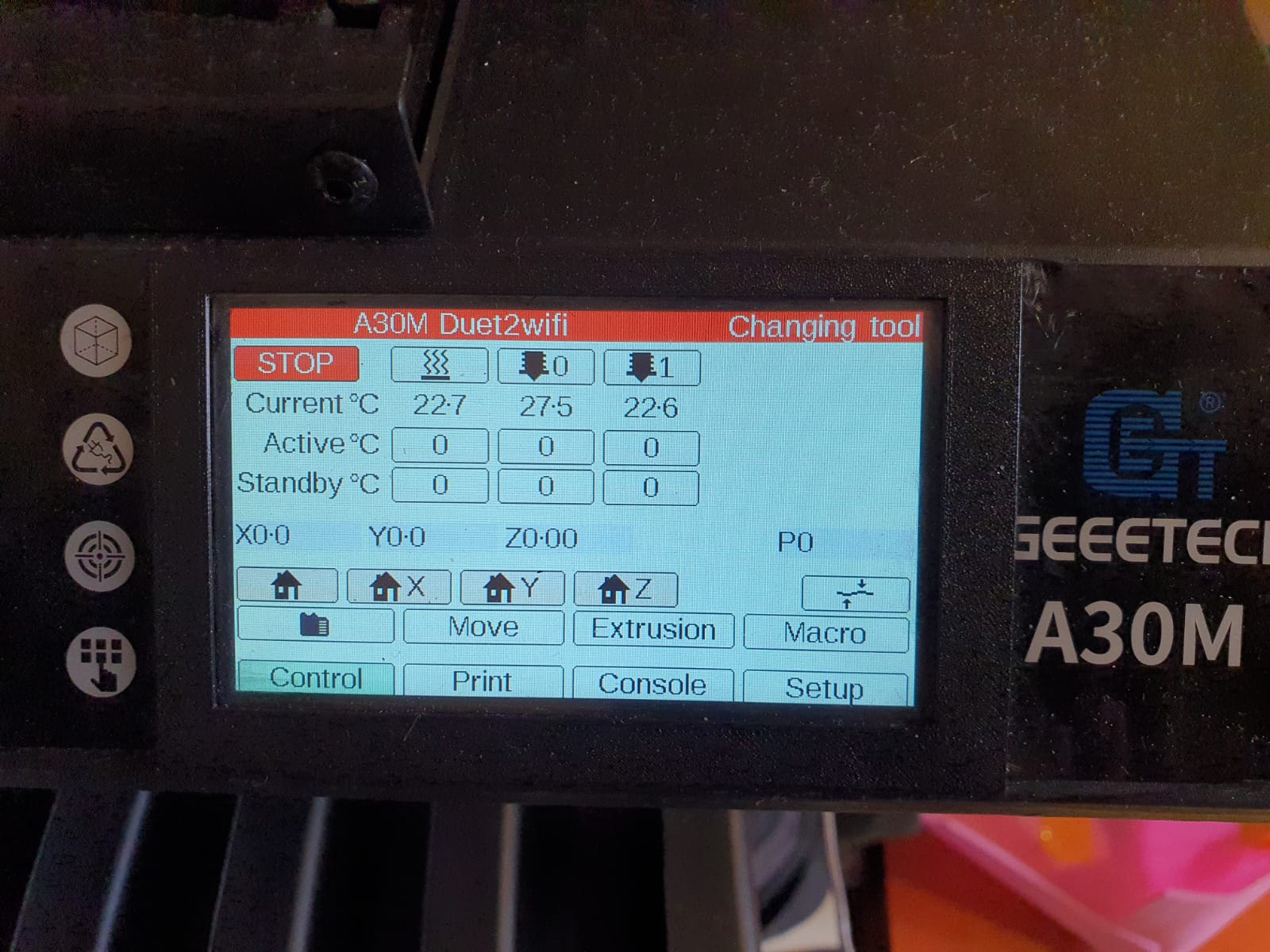
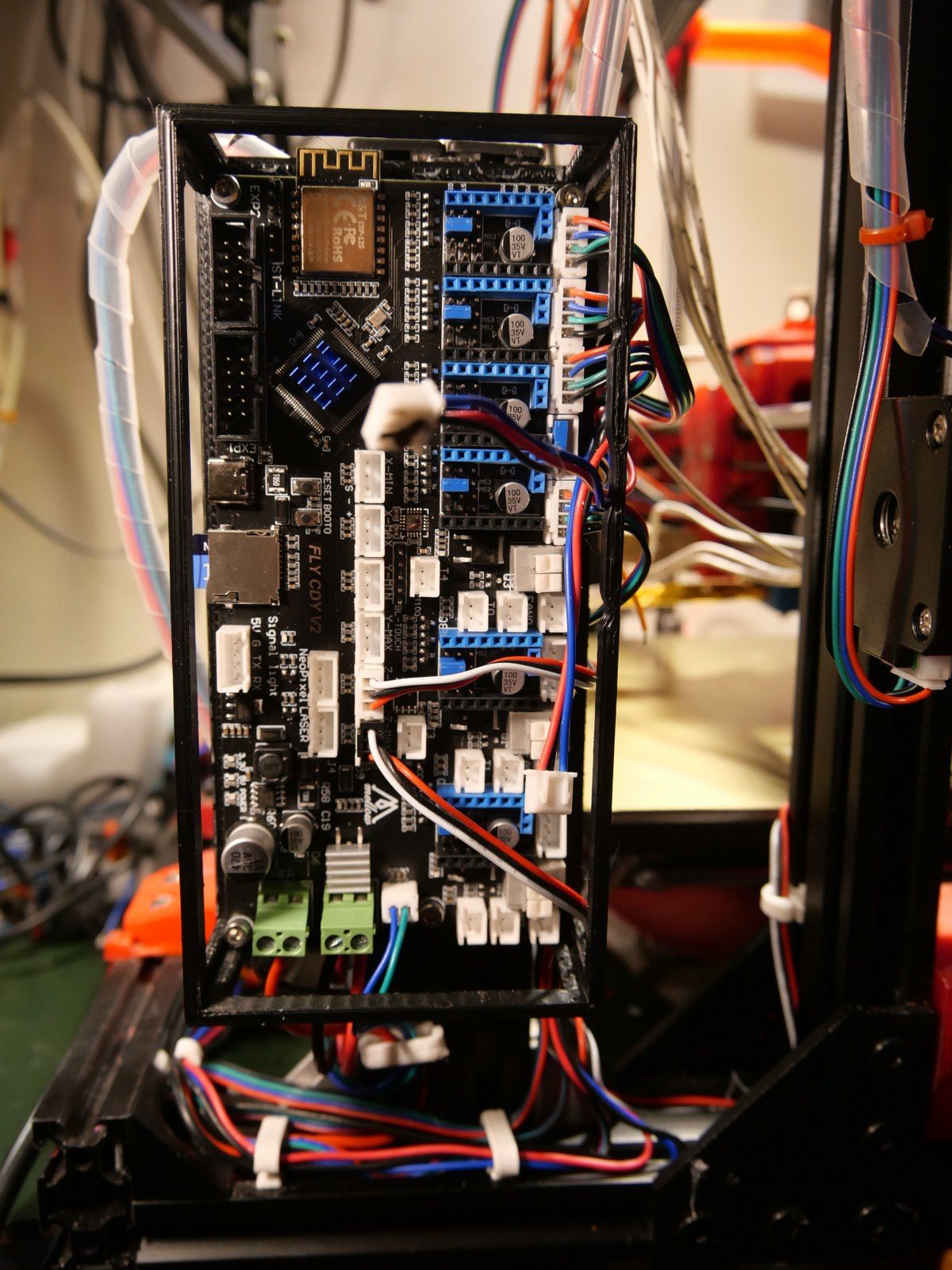
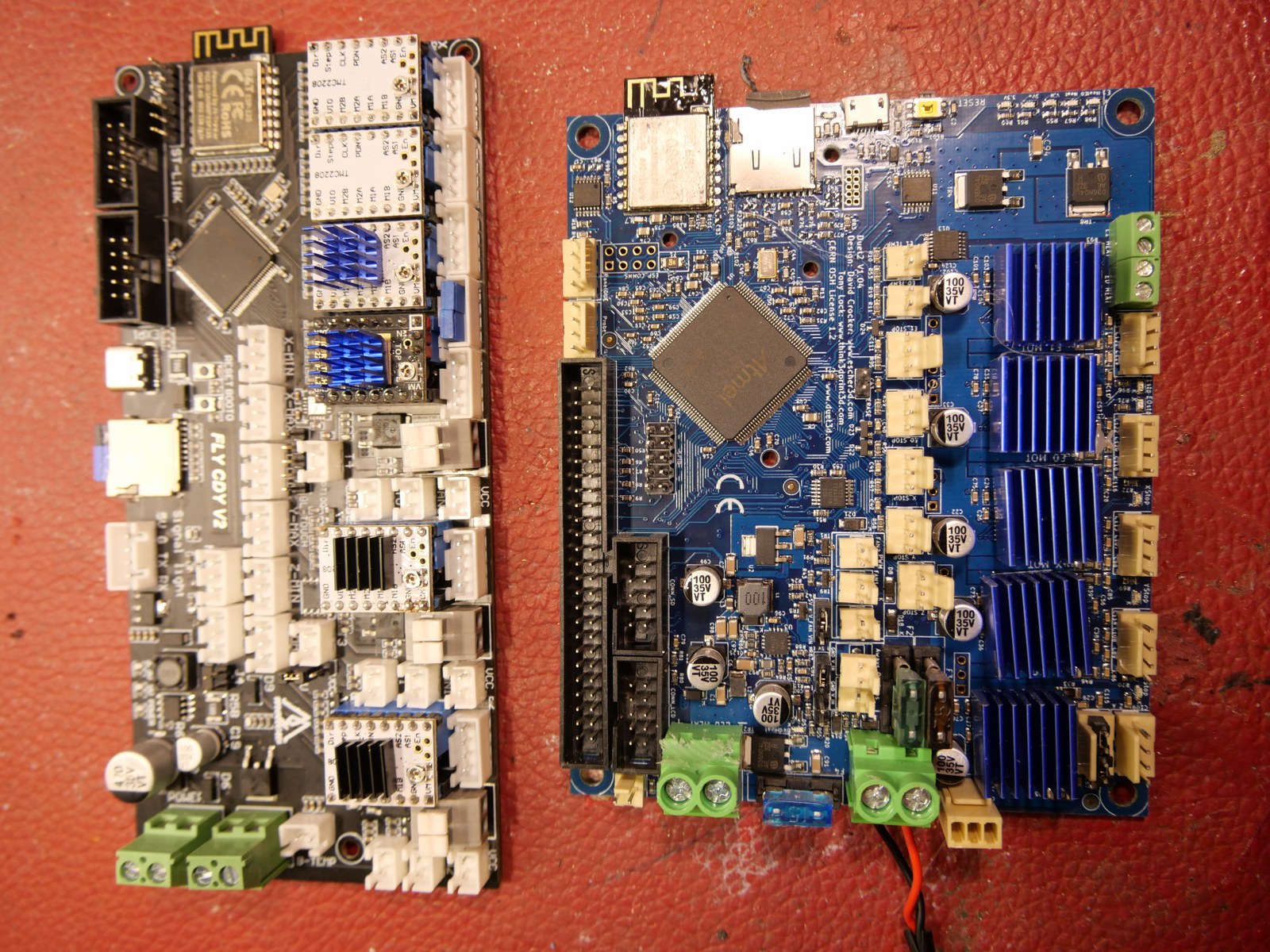
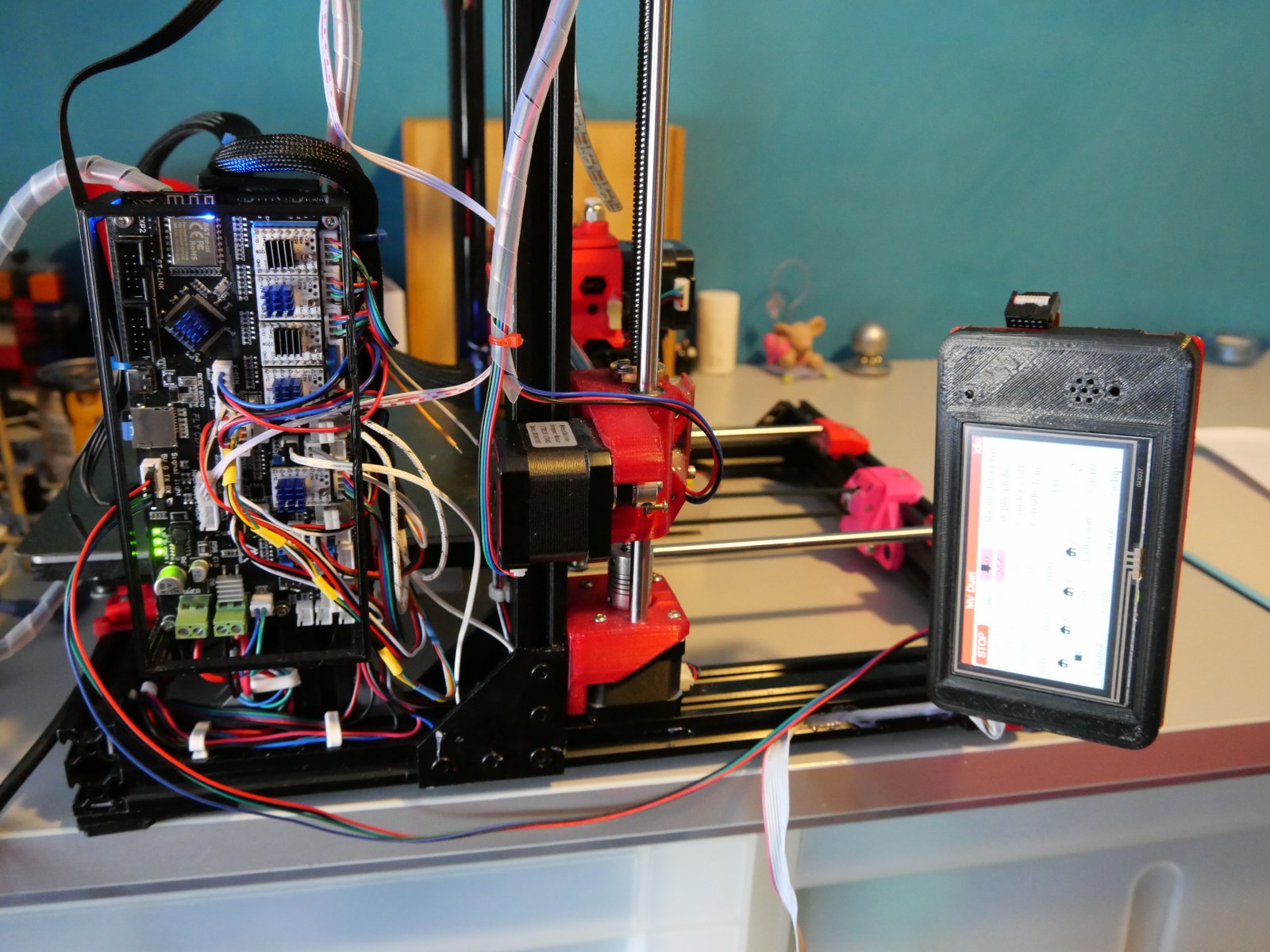
- Voor het besturingsdeel heb ik een bestaand Duet wifi board gekozen. Daar moet nog wel een DUEX uitbreidingsboard bijkomen voor de extra extruders.
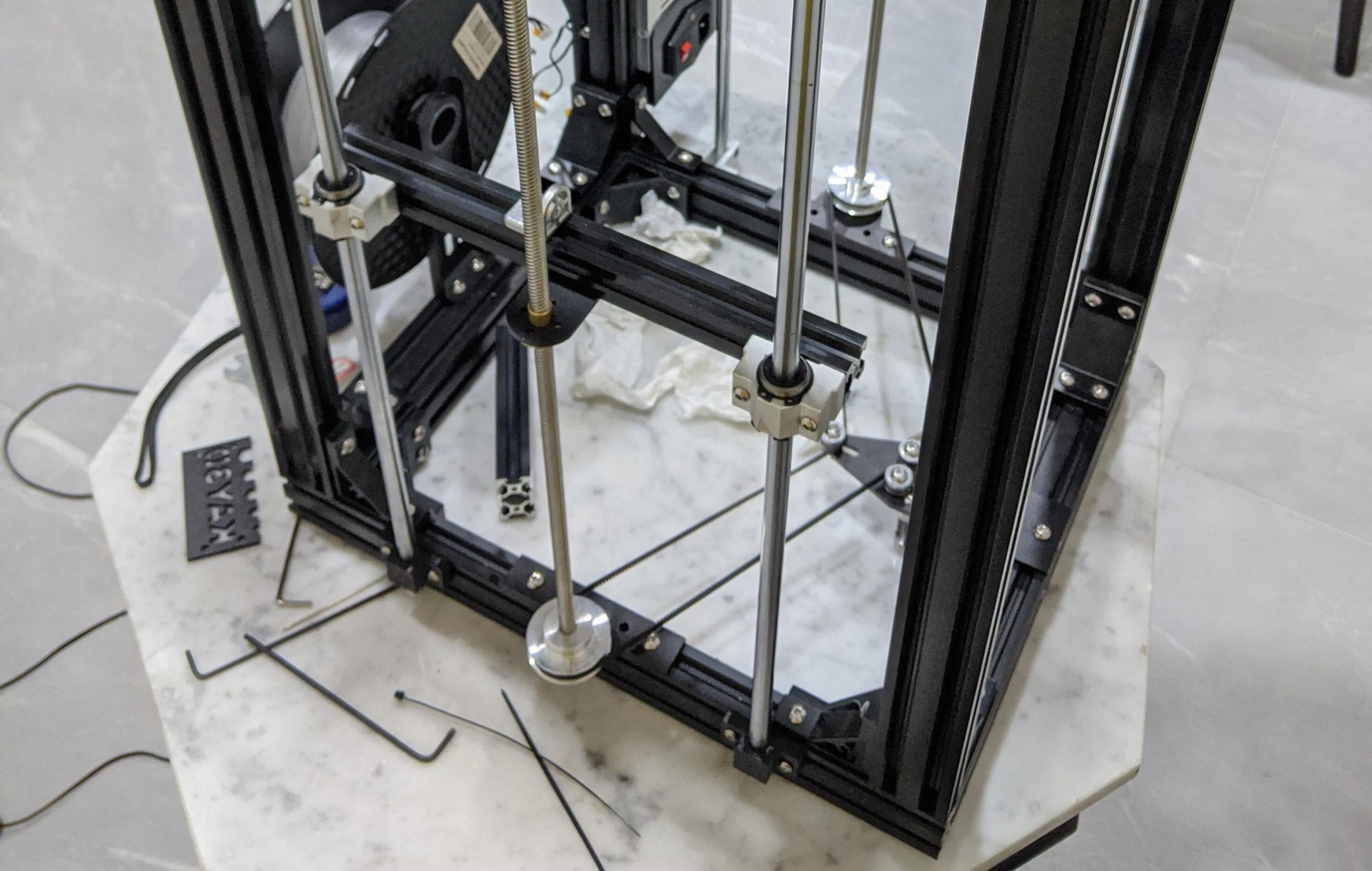
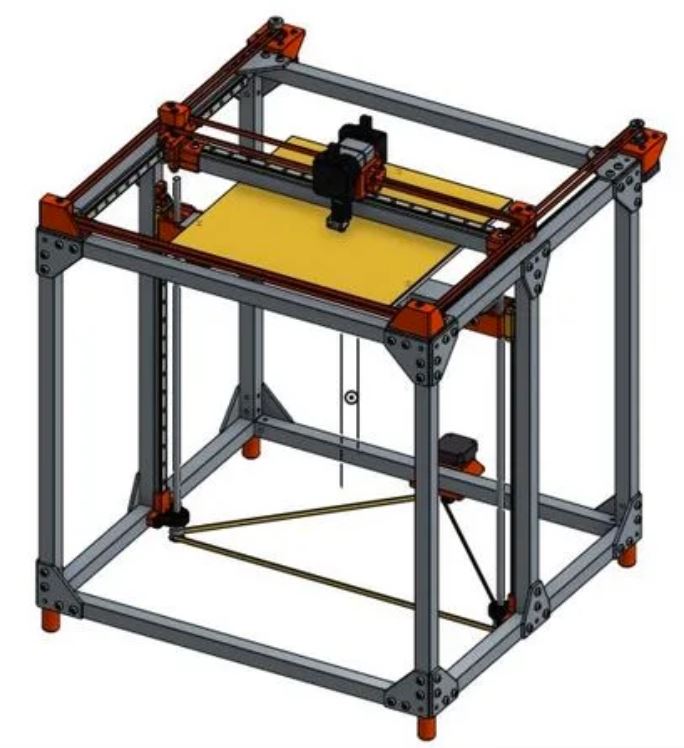
Voorbeeld voor de onderkant en Z-as aandrijving (van een Ender3-ombouw naar CoreXY):
Voorbeeld motorplaatsing bij een H-BOT gantry:
en bij een CoreXY met rods ipv linear rails:

En nog een voobeeld met linear rails maar dan aan de binnenkant van de Y-legs.
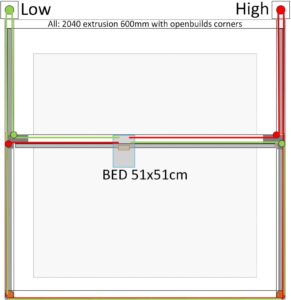
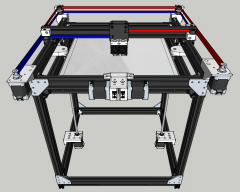
Mijn ontwerp: Ik wil de Y-rails bovenop plaatsen zodat er meer schuifruimte komt voor de X-as en het hotend in zijwaartse richting. De X-as komt aan de zijkant zodat er maximale ruimte komt tussen beide Y-extrusies. Theoretisch krijg je dan een kastbreedte van 500 mm (gewenste bruikbare bedbreedte) plus 5cm (de breedte van het hotend) plus 4 cm (2 maal extrusiebreedte), samen 590 mm, afgerond 60 cm. Omdat ik openbuild corners van 2x2cm gebruik is de breedte gelijk aan de diepte bij gebruik van 60cm extrusie 60+ (2x2cm)=64 cm. De hoogte is dan 60cm+ (2×4) =68cm.
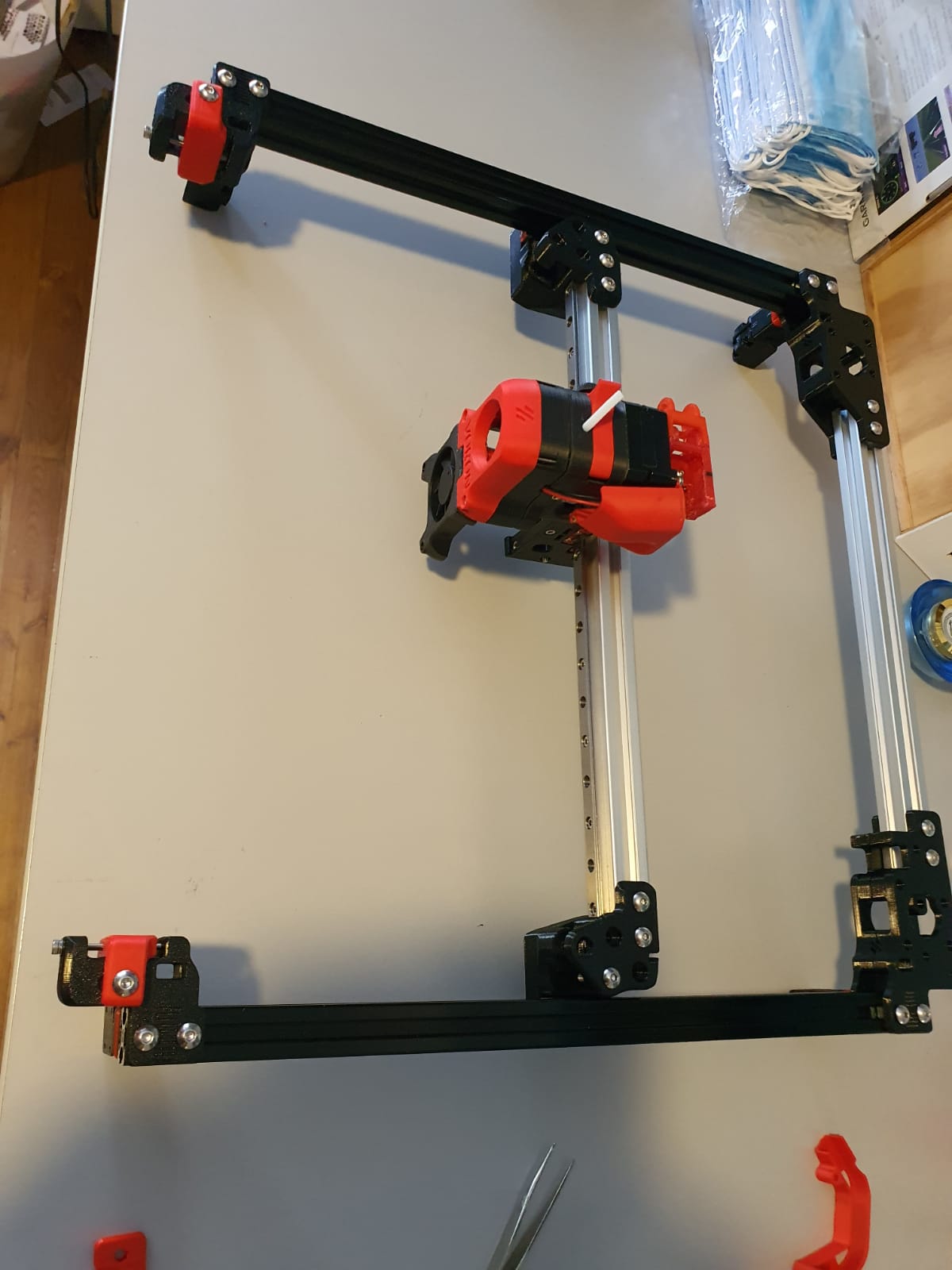
Ontwerp gantry: