


HOE WERKT HET NU BIJ DE E3D TOOLCHANGER
Het systeem waarbij de E3D toolchanger de Z-waarde van de 4 tools bepaalt ligt vast in de vooringestelde systeemfiles. Dat betekent dat je per tool een Z-homing papertest doet om te bepalen wat de afwijking per tool is ten opzichte van T0, dat is de meest linker tool. Het resultaat zet je in de config file als Z-waarde per tool\ waarbij ik voor T0 meestal ‘0’ gebruik en de Z-probe algemene waarde gebruik, die ik bepaal als verschil tussen manuele probe op het wagentje versus de nozzle hoogte van T0.
Eerst moet je dan dus bepalen wat de Z-afwijking is van T0 ten opzichte van de Z-waarde van het wagentje dat de tools oppikt. Dat gebeurt door dat kale wagentje met een Z-probe schakelaartje onder het wagentje de Z-waarde=0 op het bed te laten homen.
Daarna doe je een tool pickup van T0 en meet je wat de hoogte van T0 is als Z waarde. Die waarde vul je dus in bij de probe waarde in je config file. Dat vind ik allemaal best omslachtig, ook al omdat alles steeds verandert wanneer je bijvoorbeeld een keer een nozzle verwisselt.
GEWENSTE SITUATIE
Het liefst zou ik elk van de 4 Tools, dus T0 t/m T3 gewoon elke printbeurt X,Y en Z laten homen, en dan kan je er ook gelijk één uitkiezen om de bed mesh te doen.
Die 4 Z-waardes neem je vervolgens als Z=0 waarde per Tool en klaar. Dat werkt bij de Voron die ik met TAP Z-homing heb draaien geweldig! Wat je ook doet met je bed of met je hotend, gantry enzovoorts. Het maakt niet uit want de nozzle wordt als mechanische Z- homing tip gebruikt.
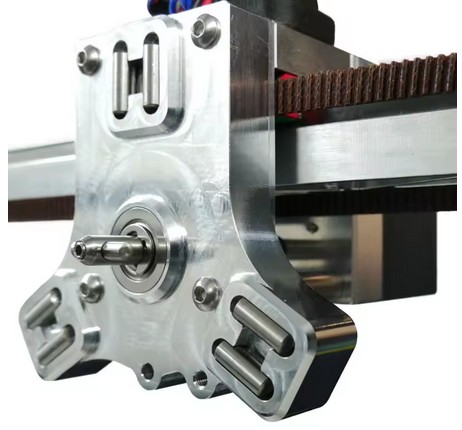



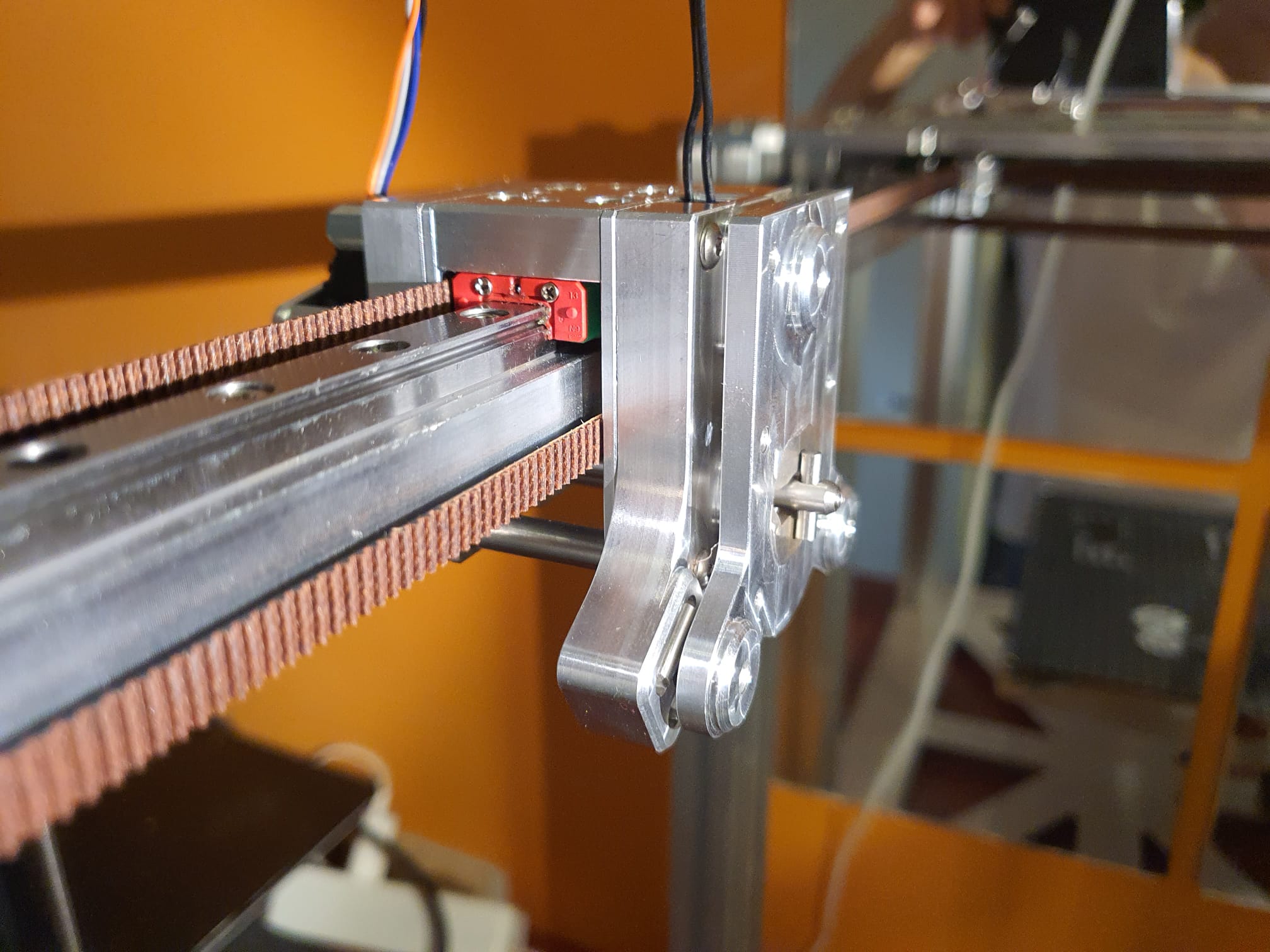

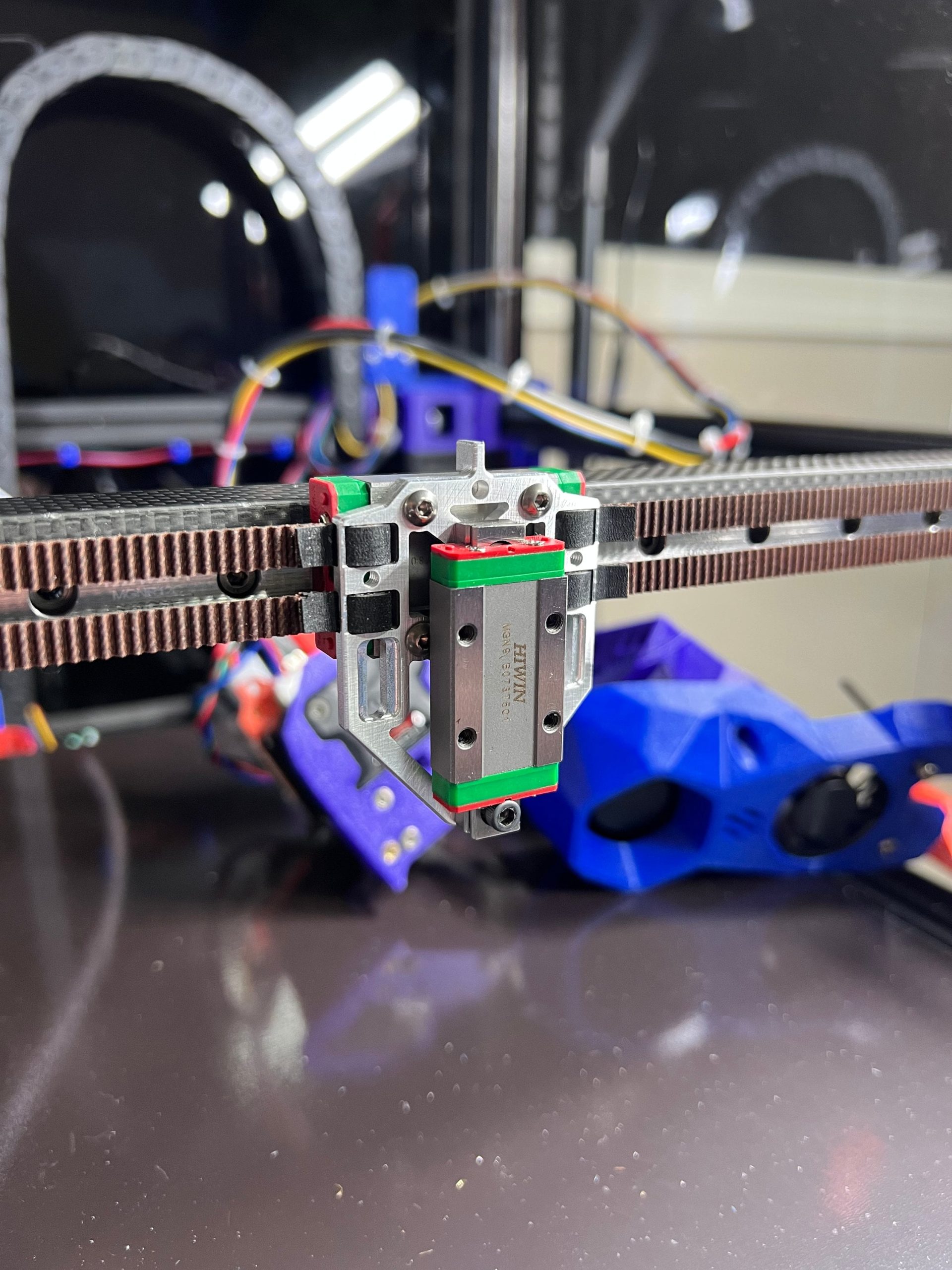
De manier waarop bij een Voron2.4 3d printer de TAP functie werkt

EXTRA WENS: Zelfzoekende toolchanger
En als ik toch bezig ben: Gelijk maar een zelfzoekende toolchanger maken? Grof instellen met de XYZ coördinaten per tool, het laatste stuk elektronisch met een geleidesysteem tussen het pick-up wagentje en de tool en de finale passing met de bestaaande mechanische passing.
In plaats van precies te bepalen met passen en meten waar elke tool moet worden opgepikt en weggezet zou je via een elektronisch gidssysteem precies kunnen richten -en- wanneer er gewisseld moet worden van tool- gelijk uitkomen bij de juiste tool. Geen X-Y instellingen gedoe met assen homen meer. Want als er ook maar iets verandert als gevolg van mechanische stress in het frame of door kleine afwijkingen van de X en Y homing, gaat het oppikken en wegbrengen van tools regelmatig fout.
Een mogelijke manier om dit te doen kan een passage LED/LASER systeem zijn, zoals gebruikt bij entrees van winkels.

Hierbij gebruik je een richtlaser zoals in een levelling systeem of een infrarode laser met -ontvanger .
Deze komt dan boven op de X-as aan de bewegende toolhead en is gericht naar de tools, 90 graden ten opzichte van de X-as.
Vervolgens activeer je als ontvanger de juiste tool waar je naar toe wilt voor het wegbrengen of oppikken.
Met een X-sweep beweging kun je contact zoeken met de ontvangende tool en daarna in 1 rechte lijn naar de tool bewegen tot aan het pick-up punt dat in absolute Y-waarde vastligt in de config file. Lijkt me mooi om te ontwikkelen!
EXTRA WENS: Nauwkeurige XYZ homing van de tools
En ik zou graag een manier hebben om X, Y en Z van elke tool nozzle in detail ten opzichte van de andere tool nozzles te centreren, net zoals bij mijn CNC machines:
Met zo’n head alignment block kun je bij een CNC machine van alle assen een nauwkeurige positiebepaling doen. Vooraf moet je wel vaststellen waar dit block ongeveer staat, binnen een nauwkeurigheid op X en Y van ca. 1 mm.
Dat alignment block is elektrisch geïsoleerd opgesteld en deze opzet werkt op basis van contact maken tussen de gebruikte tool tip en het block.
Hoe werkt het homen met een alignment block
- Je programmeert in gcode een centreermacro.
- Eerst zet je tijdelijk de motorvermogens op een zo laag mogelijke waarde, om niets te beschadigen wanneer er iets in de weg staat van de af te leggen moves.
- Net zoals wanneer ik regulier een home-all doe, zet je ook bij deze nieuwe methode het bed en de betreffende tool-nozzle in de gebruiks modus (bijvoorbeeld bed op 70 graden en nozzle op 180 graden).
- Vervolgens doe je een normale XY homing, die in mijn geval met eindschakelaars (of optische schakelaars) aan het begin van de X en Y assen werkt.
- En een Z-homing actie is ook nodig tenzij je de Z-moves blokkering die optreedt wanneer je Z niet eerst hebt gehomed niet wilt opheffen.
- Daarna ga je met de Z-as voldoende omhoog om het block niet te raken.
- Vervolgens ga je naar de absolute XY positie van het block.
- Wanneer je boven het block bent met je tool home je Z.
- Daarna home je op Z+0.3 zowel -X als +X, en in het midden van -X en +X home je -Y en +Y.
- Het resultaat daarvan is de exacte positie van het center op het platte Z-vlak van het alignment block.
- Omdat je exact weet wat de positie hiervan is ten opzichte van het bed-center en vanaf X0, Y0 en Z0 kun je dit gelijk in de macro vertalen en de Z0, X0 en Y0 waarden meegeven als absolute waarden.
Het zou mogelijk moeten zijn om de tools van de E3D toolchanger ook op deze manier te homen, waarbij Z met de TAP functie kan en X en Y de elektrische detectie kunnen gebruiken zoals hierboven voor de CNC freesmachines is beschreven. We zullen zien of en hoe dit gaat werken als aanvulling op de TAP-Z homing met de huidige X- en Y- microschakelaars homing op de X en Y assen
NAWOORD
Het credo lijkt nu nog te zijn: Als de E3D toolchanger het doet, moet je er verder vooral van afblijven. Dat komt mij helemaal niet zo uit omdat ik mijn printers nogal eens van plek verwissel. En dat blijkt niet altijd goed te gaan.
Dus die zaken ga ik uitzoeken en als het kan, ook bouwen!