Get the documentation, specs, config.g, macros and build docs
After my succesfull buildproject of a Voron 2.4 3d printer in the fall of 2020, I still wanted a really big 3d printer with a print surface of over 20x20x20 inch.
Imagine to have a print of more than double the size compared to the below picture!
During the build and at using the Voron 2.4 printer, I found the documentation on the hardware build really excellent. But, the electronics part was scattered around several places, and although the Klipper implementation is very good I have experienced that the combination of 2 SKR 1.4 turbo motherboards with an Octopi controller does not provide enough operational stability to me. And- I feel the need to control more settings than I can do with the Klipper solution. I think I probably am just more into the Duet and the reprap solution than the Klipper one, due to previous positive Duet – and MKS reprap experiences.
In a couple of previous builds I used a Duet2wifi, and I also experienced the add-ons for Duet2 like driver boards, PT100 boards and more hardware that is also very well implemented in the new RRF3+ firmware.
Reasons enough for me to choose the Duet2 and the 5-ports expansion board , or possibly an additional Duex board for my new to build Voron 2.4 ‘big 3d printer’.
At this page, I will share my progess on this build.
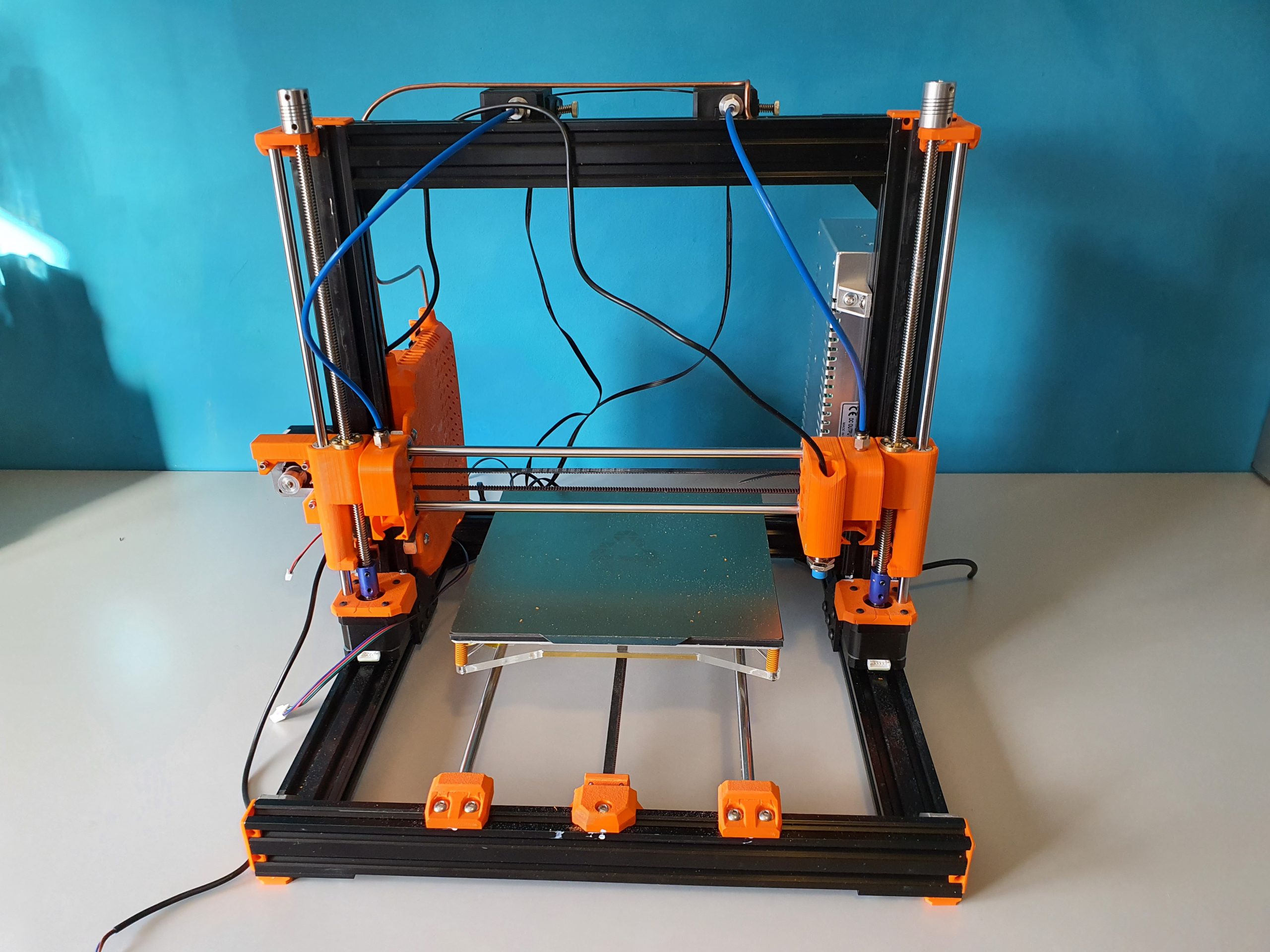
I have all required hardware laying around and since I already built a Voron 2.4, I will first focus on the electronics. For the hardware, I still need the plexiglass sides, top and front doors. I do have all extrusion, bed, bed heater 230V, linear rails, all printed parts and so on, neatly stored at home.
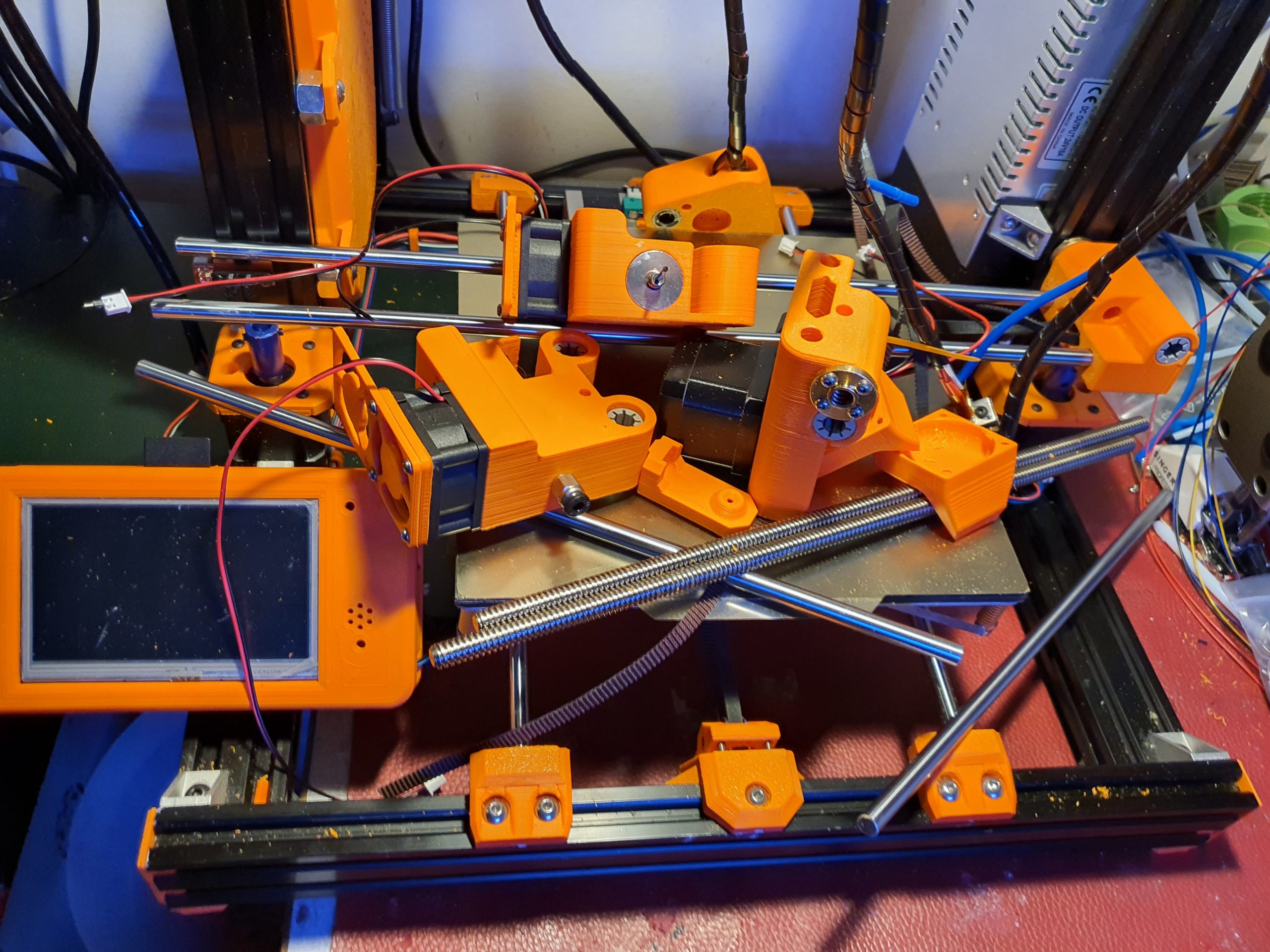
So, I am setting up the electronics to know beforehand that everything works well. I don’t want to start building the hardware and find out afterwards that my Duet2wifi will not do the job I want it to do.
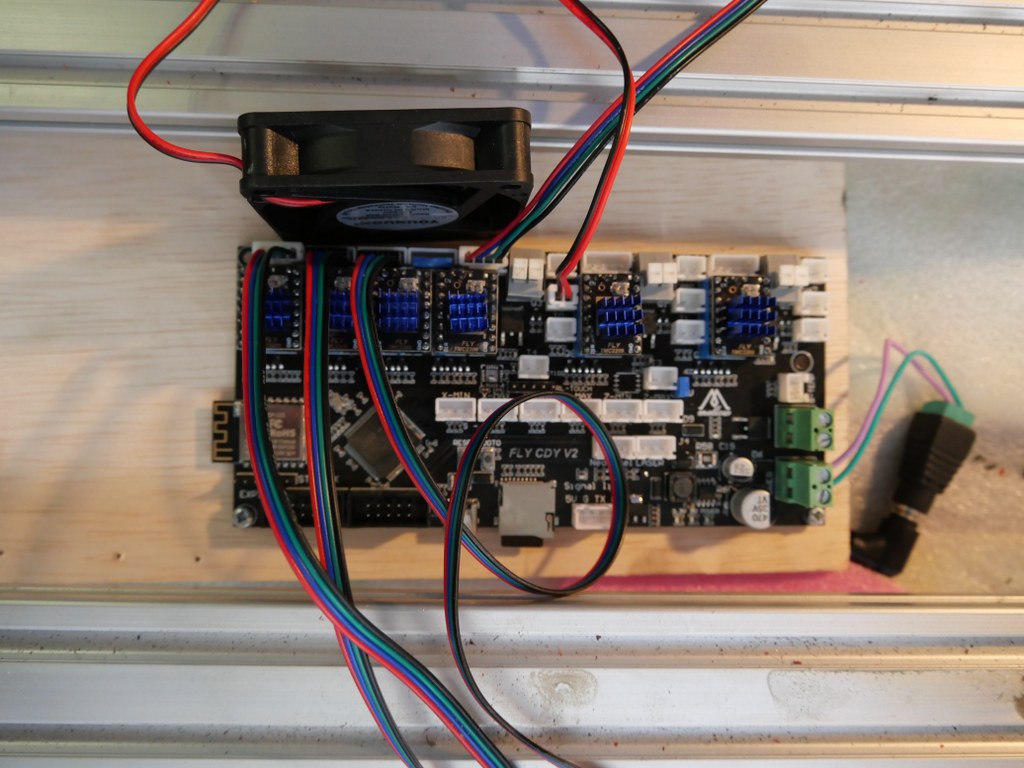
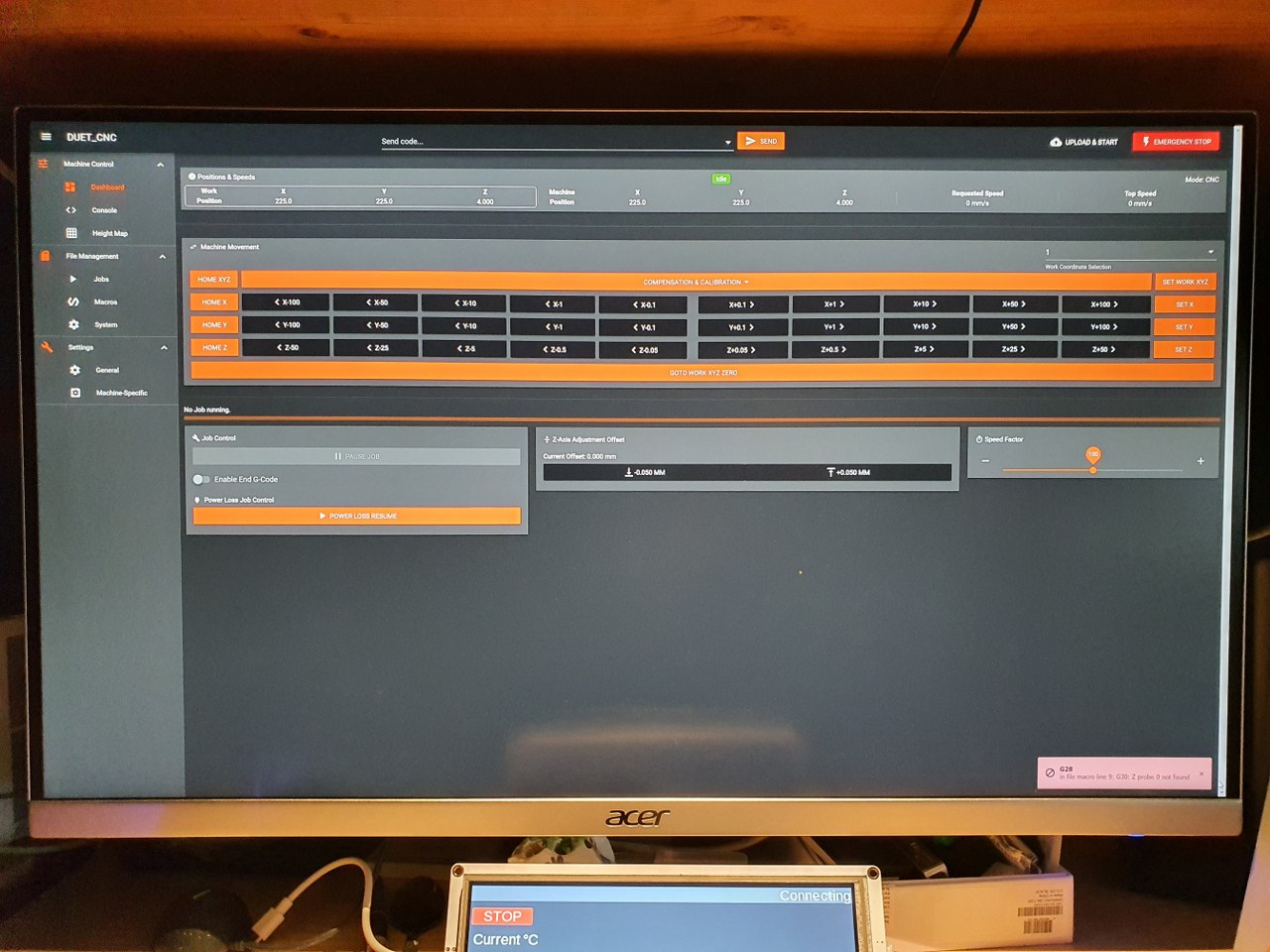
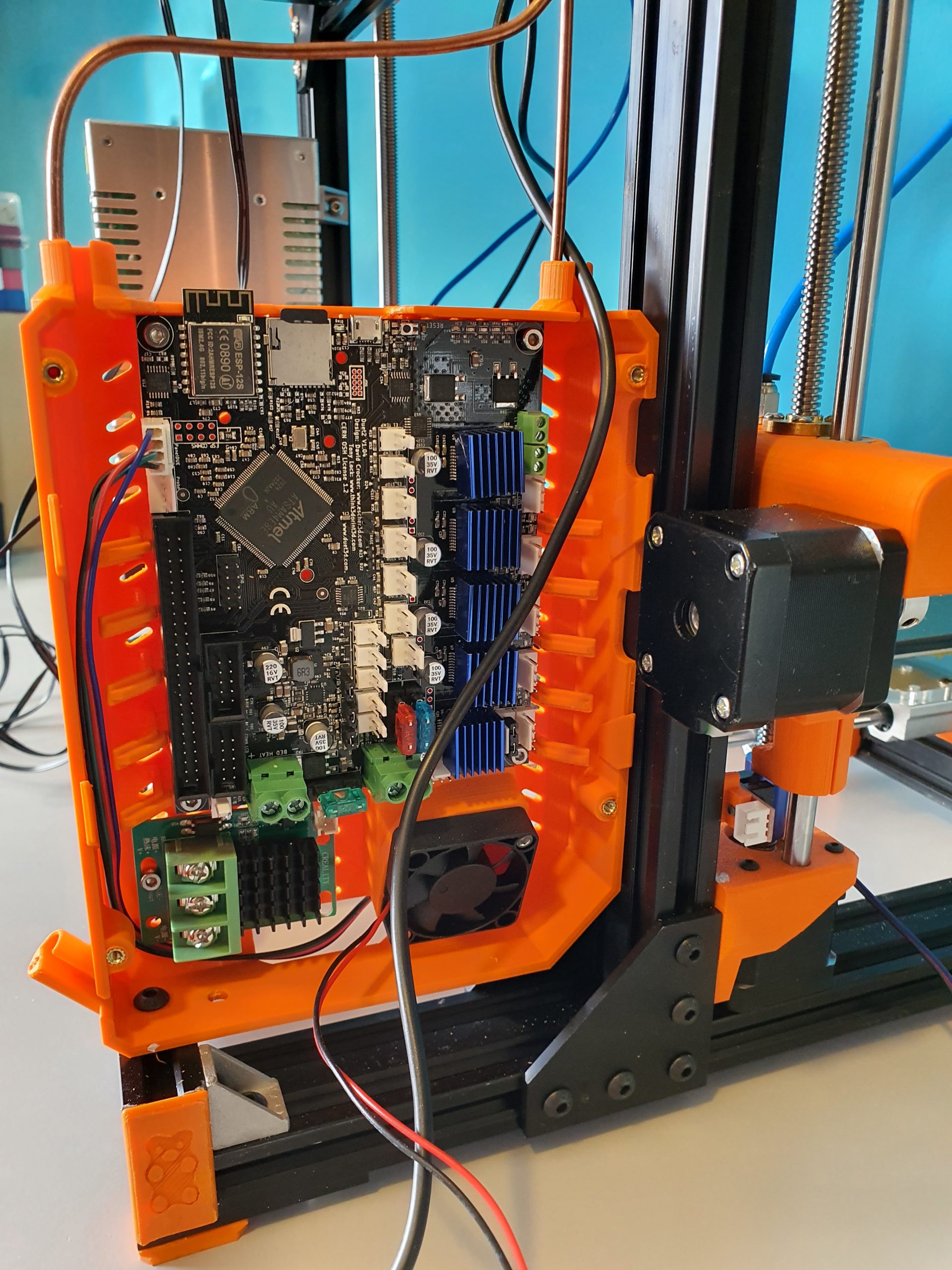
Yesterday (October 4th,2020) I put the electronics and config.g together. I used:
- Duet2wifi board with 24V PSU and 4.3 inch TFT/LCD
- 5-port expansion board with 4 plug-in 2209 drivers V3.0
- Z-switch mechanical
- X-and Y end switches (hall-effect)
- Hotend 24V with NTC connected including tool’s fan (I am missing the PT100’s interface board, have ordered one but I did this before so should be no problemo)
- Hotbed simulated with another hotend including NTC
- Stepper motors connected to X(0),Y(1) and 1 x stepper on the expansion board Z(5) (Driver5)
The Duet2wifi board is a Chinese MKS clone with electronics version 1.02 which works fine. The expansion board is also a Chinese one, but this is a bare-bone implementation of the 5-ports driver add-on board that comes without drivers. the nice thing about this add-on board is that drivers can be plugged in directly.
The Duet2 came with firmware 2.1 installed. To get to FFR3.1, you must first install 3.0 and after this, you can move to 3.1… be aware!
After updating the paneldue and the Duet2wifi board, I activated the wifi and put the ssid and PW in. (This procedure goes via USB between PC and Duet, using a terminal emulator like YAT) This is a bit tiresome but given the security you get from it, I feel it is OK.
The settings that are needed to get the Chinese expension board to work are not too difficult. Add the Z-drives, and change some other settings. On top of this page, you can download the latest doc with all info I have, and a direct download to the adapted config and macros is available in the documentation.
The rest of the build including photos will be here later!
Update 3-2021: I recently built 2 other 3d printers using Duet2wifi boards: a cartesian I3 with independent extruders and a Delta 2GS. Not much time to work on the big Voron. I also just rebuilt my Geetech A30M (330x330x400mm build size) from the smartto board to Duet2wifi, Check ik out on this site!
I will probably not build the big Voron 3d printer after all, and if I don’t, I will rebuild my existing Voron 2.4 300×300 from Klipper, octopi and 2x SKR1.4 to Duet2wifi+Duex. That will be interesting and achievable.
Since I am currently running 10 different 3d printers, my space is getting cramped in the house. I don’t want to expand into another room. One should be enough. Having more printers gives me the best possible fit of a specific filament type per printer.
The Voron is due to its perfect prints with ABS really only used for/with ABS or nylon.
The I3Bear dual carriage works best with dual PLA or PLA&PVA.
The Prusa mini works perfect with PETG
The I3Bear solo goes perfect with PETG or PLA.
The A30M & its mixing extruder goes perfect with PLA and/or PETG
And so on….






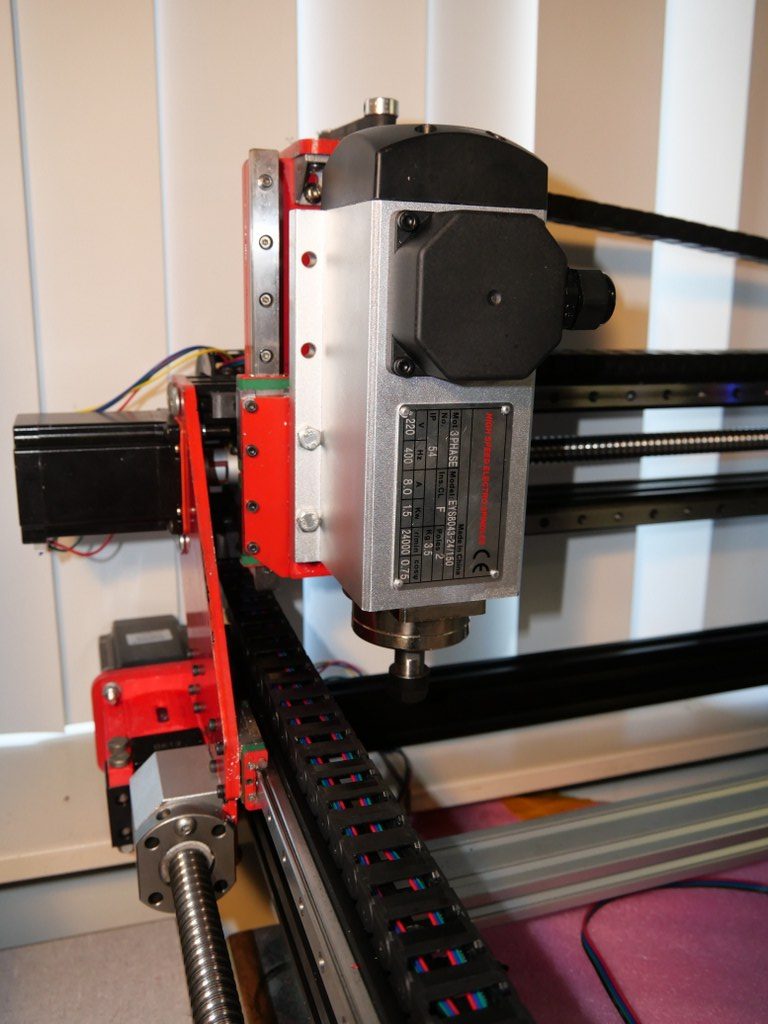
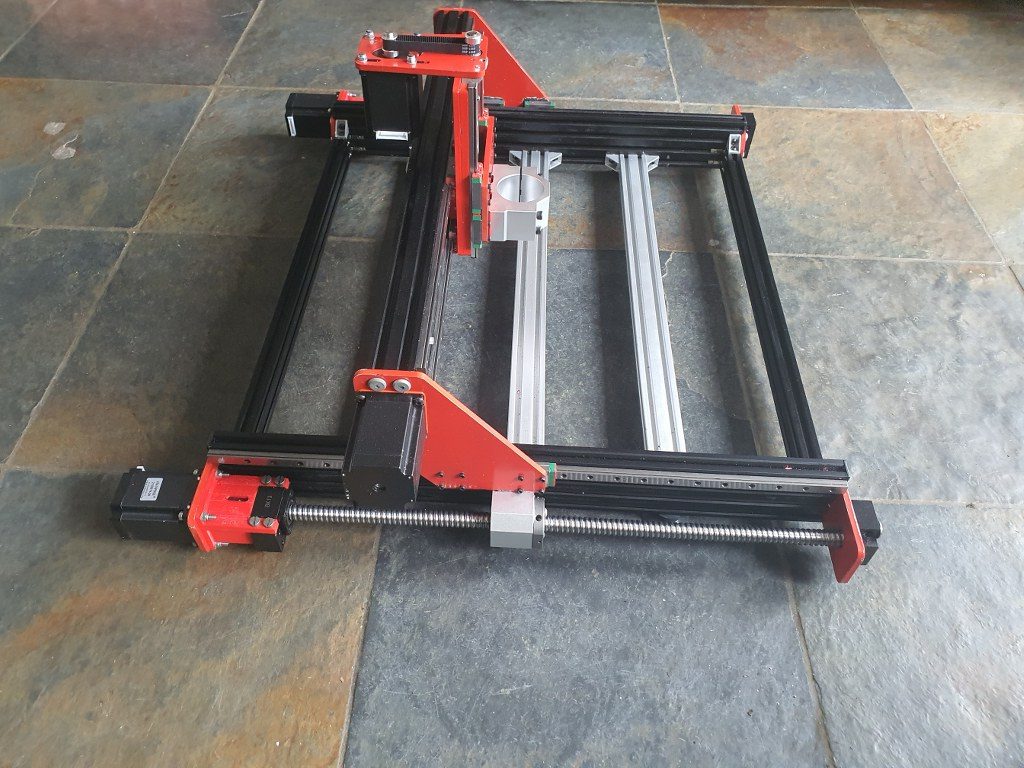
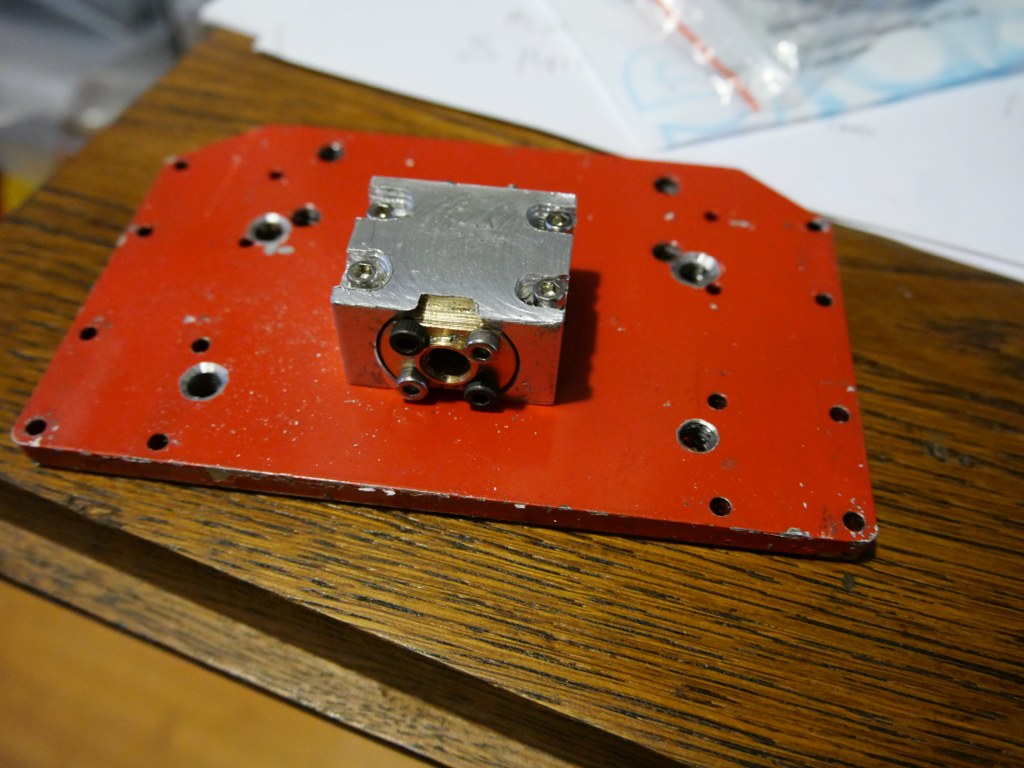
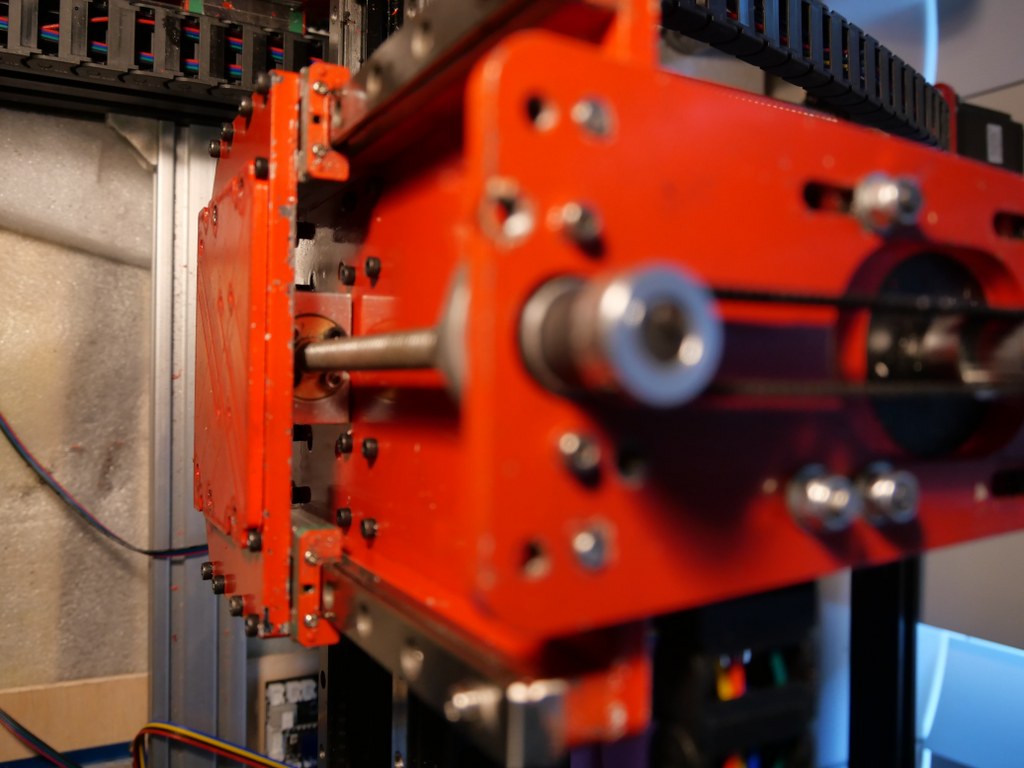
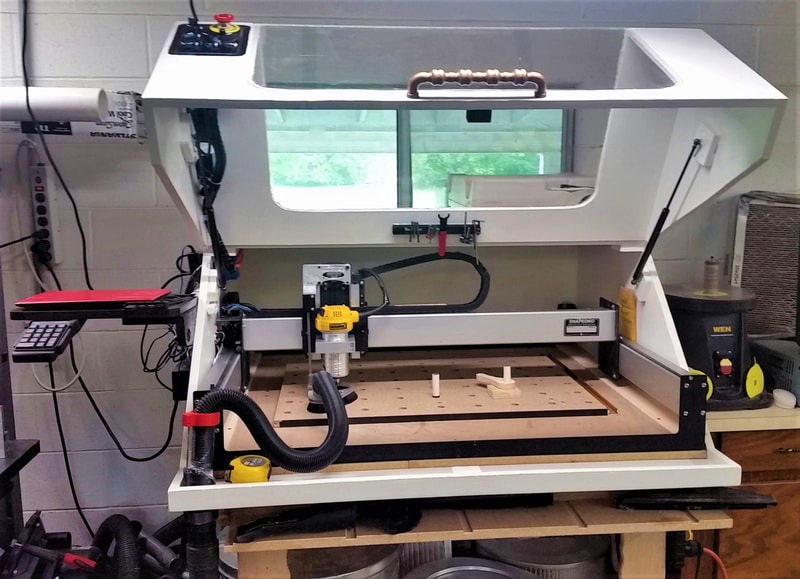
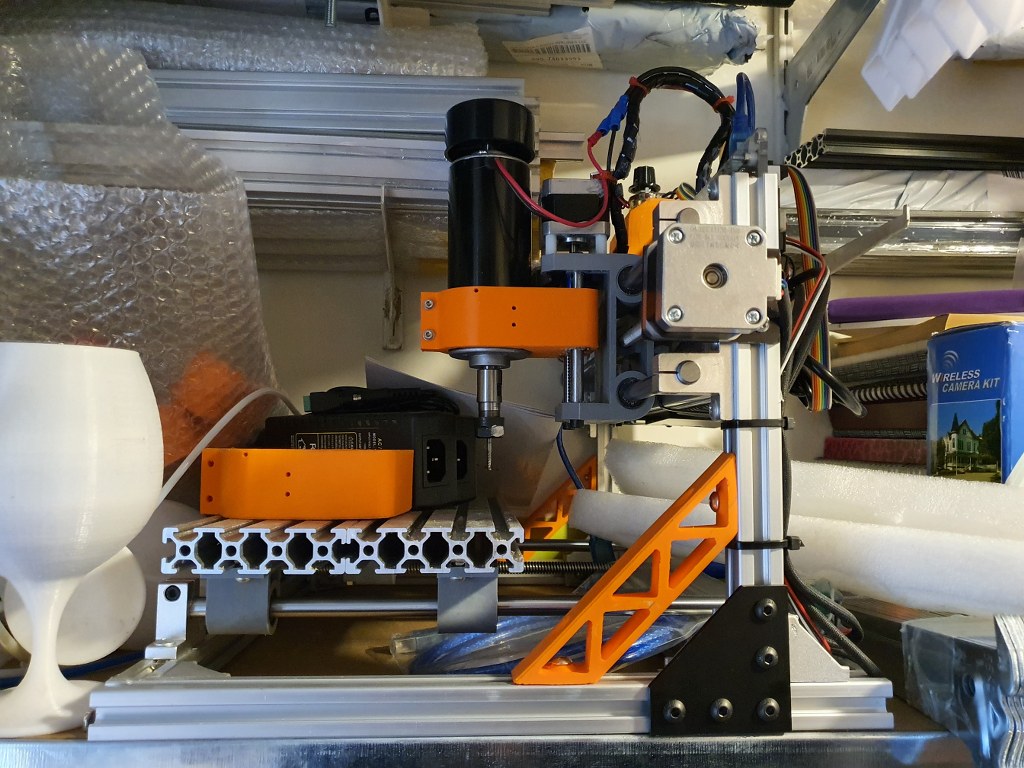 and a simple GRBL 3- axis board that works very well. But- it would be nice to make a CNC machine that can really work with aluminium and possibly also with copper and brass. I have already done some research in the past about what sort of CNC machine would be right for my goals. And the IndyMill CNC macine was already on my mind for over half a year. So-last week I ordered the manual and the steel plates
and a simple GRBL 3- axis board that works very well. But- it would be nice to make a CNC machine that can really work with aluminium and possibly also with copper and brass. I have already done some research in the past about what sort of CNC machine would be right for my goals. And the IndyMill CNC macine was already on my mind for over half a year. So-last week I ordered the manual and the steel plates